The period covered here tracks the development of the rotary kiln in Britain and Ireland. The early history of the rotary kiln is another subject where the true facts are deeply buried. The relevant dates are:
First workable patent: 1885
First successful kiln (USA): 1892
First successful kiln (UK): 1900
Early British Rotary Kilns
The Crampton Patent
The idea of the rotary kiln – a slightly-sloping rotating horizontal cylinder with fuel burned in a single large flame at the lower end – emerged as a possible improved burning method in the second half of the nineteenth century. Its immediate precursor was the “black ash cylinder” of the alkali industry.
The black-ash cylinder was a batch process, otherwise similar. It is interesting to note that the Navarros, who first successfully used a continuous rotary kiln for portland cement, had in 1886 operated a batch-process rotary furnace for burning “natural” cement. It was 24’ × 12’, “similar to a large peanut roaster”.
From the 1870s onward, a number of patents were filed for rotary kiln processes in Britain. All these failed in some measure because their proponents were not cement manufacturers but rather engineers who had become interested in the technological backwardness of the cement industry. Ignorance of the more arcane aspects of cement manufacture led them down blind alleys, and wasted their time, and the money of their backers. The ideas embodied in these patents were abandoned in Britain, but were taken up and brought to fruition in the United States. That this should have happened is largely due to the peculiar circumstances of the British industry.
The first patent was that of Crampton (1877 No 2438 granted 22 June, enrolled 21 December). Thomas Russell Crampton, (1816–88) was an engineer, initially working for the GWR, and skilled in locomotive design. His kiln design embodied many recognisable features of modern kilns:
a rotating cylinder lined with fire-brick through which the rawmix passes in counter-flow to the combustion gases
the importance of turning over the rawmix in its passage through the kiln, as distinct from the situation in static kilns
the use of a mixture of air and powdered coal to provide heat
the transfer of heat from the finished clinker to the combustion air.
It also contains suggestions slightly wide of the mark, in particular that the kiln might optionally be extended into a “hot pugging mill” to which as-dug raw materials could be fed. No doubt, such options would have been rapidly eliminated if the system had ever been built, but there was never any implementation of the patent. Crampton was 61 and not inclined to launch out in a new industry, and naturally no-one from the cement industry knocked on his door asking for permission to use his system.
Ransome and Stokes Kilns
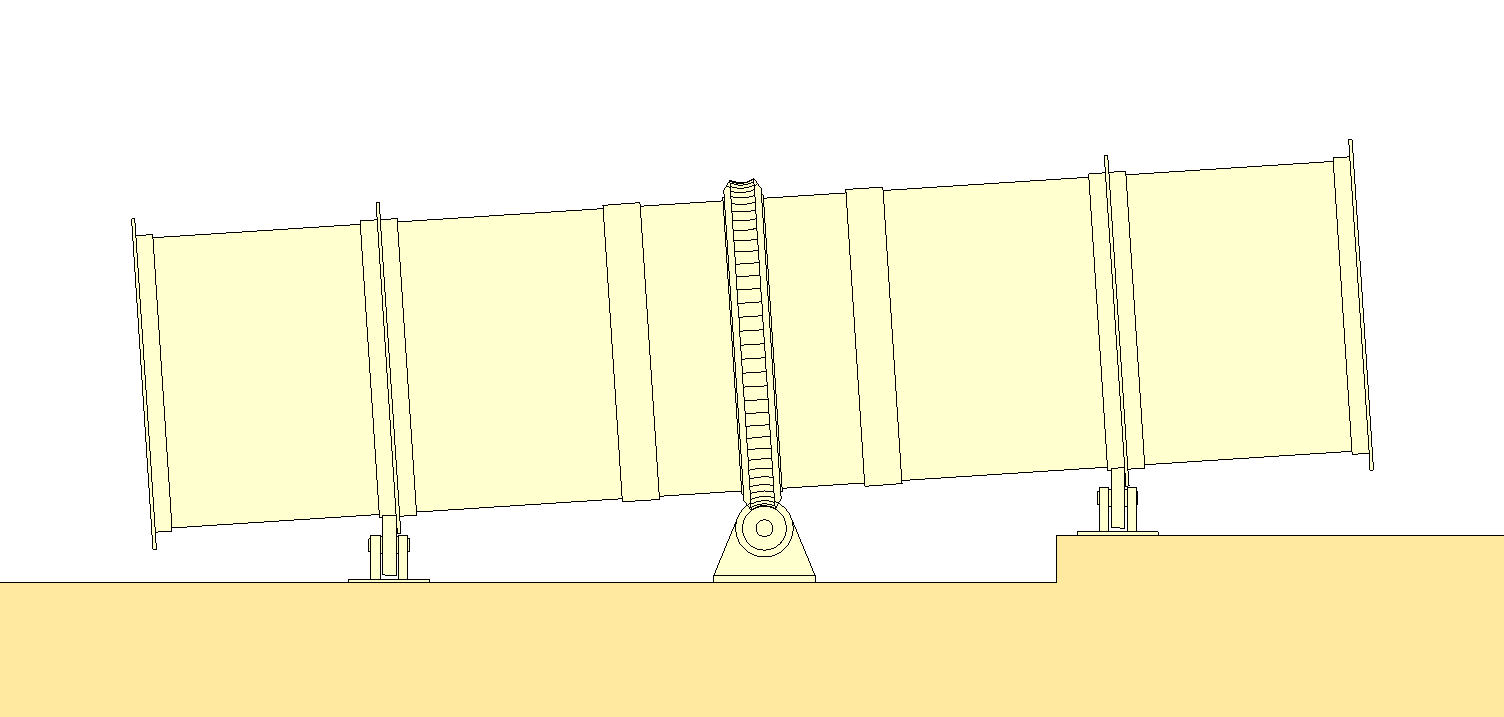
The Ransome kiln as installed at Mitcheldean
The kiln was constructed from ½" plate and lined with 6" brick. It had no tyres: the rollers bore directly on the kiln shell. It had a worm drive, the gear ring being directly attached to the shell. It was inclined at 3.72°.
The next patent was that of Ransome (1885 No 5442 granted 22 June, enrolled 21 December). Like Crampton, Frederick Ransome (1818-1893) was experienced in heavy engineering, being part of the family of Ransome of Ipswich, which made traction engines among other things. In addition to equipment similar to that of Crampton’s patent – to which he refers – he uses producer gas as fuel, and specifies that the rawmix should be finely ground. This leads to the specific claim: “By introducing the cement material into the rotating chamber as a fine powder the necessity for grinding the cement after burning is entirely obviated”. This, of course, does not follow, because rawmix of any fineness sinters and rolls up into clinker nodules in the burning zone, and in the absence of this sintering, no silicates can form. It may well be that Ransome did not regard this as a serious suggestion, but included it speculatively in order to distinguish his patent from Crampton’s.
Be that as it may, Ransome, despite being 63 years old, vigorously promoted his patent and sought opportunities for demonstration projects. He presumably had the services of the family firm for the several kilns that he set up. The first was evidently that at Mitcheldean, in 1885. This kiln was only 15’ × 3’6”, and agreed in dimensions with the drawings in Ransome’s first patent. There is no account of its operation, but since Ransome was perhaps expecting to get a ready-ground product from the kiln, the product either melted and blocked the kiln, or remained fine and was not cement. Presumably Mitcheldean’s proprietor was not prepared to countenance further experiment.
A second kiln was installed at Barnstone. Francis suggests that Ransome chose “a remote locality” to avoid undue publicity during the early stages of development. But what Mitcheldean and Barnstone had in common was dry argillaceous limestone that could be finely ground without elaborate processing, and his patent required a fine, dry rawmix. Interestingly, they were also both new entrants to the industry, and might be less inclined to scoff at his failures than would “old hands”. The Barnstone kiln was longer at 21’ × 3’6”, the lengthening presumably prompted by the brief experience at Mitcheldean. The progress of the experiment was recorded. It proved impossible to get the kiln hot enough to produce clinker. An attempt to increase the temperature by recycling hot air from the cooler pit blocked the firing pipe and destroyed the gas producer.
These experiments caused a major re-think, resulting in 1887 in new patents (Nos 10530 and 15065), and the construction of larger kilns (25’ × 5’). The need to make clinker is admitted, and kilns were set up at established, wet process plants. The first was at Thames (West Thurrock). An article in The Engineer described it in detail and lauded its success, despite having been written before the kiln had been commissioned. Subsequently, some time between 1888 and 1892, another was installed at Arlesey, and in 1892 two more at Penarth. The Arlesey kiln was (or ended up) slightly longer at 28’, and a surviving photograph shows it to be of Stokes (see below) design, but the image is too heavily touched-up to gain much further accurate information.
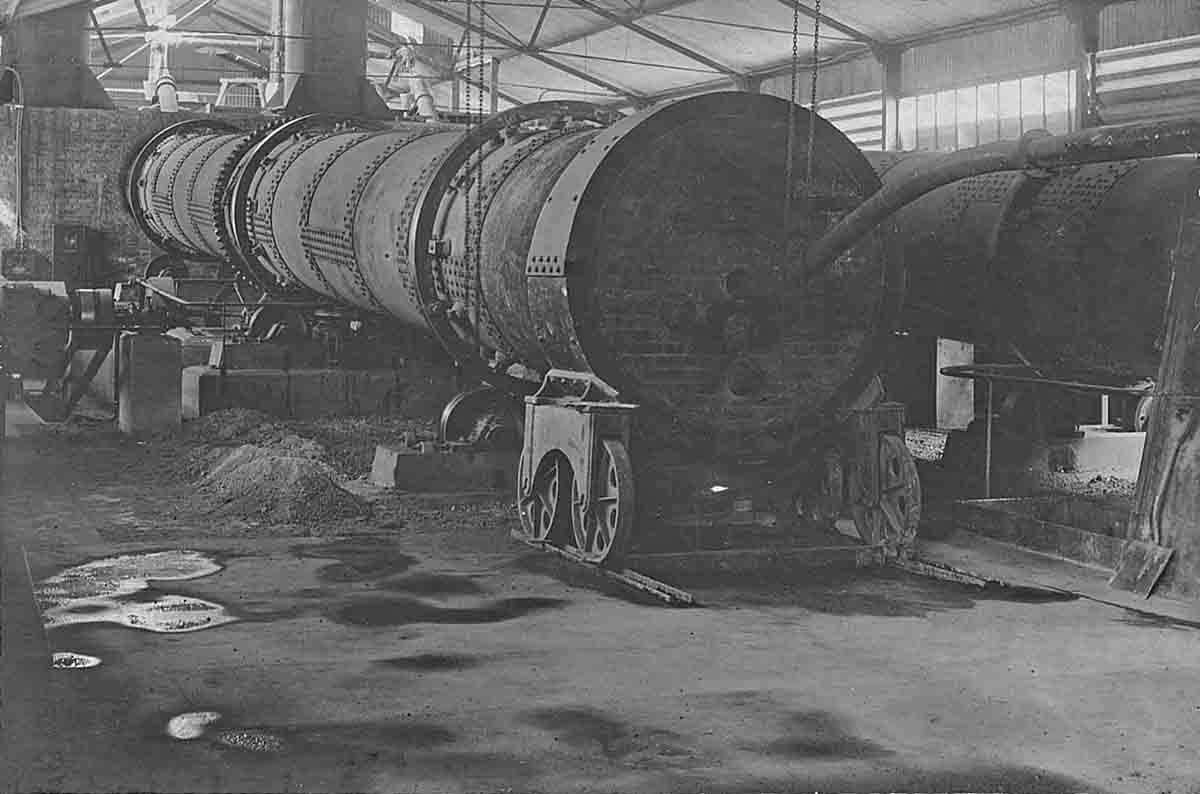
The Arlesey kiln as modified by Stokes: the photograph was taken many years later and had been modified for clarity (but not necessarily accuracy). The hood and cooler have gone, and the slurry preheater is beyond the end wall.
The Stokes kiln as installed at Arlesey
The patent of Stokes (1888 No 9986 granted 9 July, enrolled 5 April 1889) was a development of those of Ransome. Frederick Wilfrid Scott Stokes (1860-1927) also began as a railway engineer, and joined Ransome & Rapier about this time, eventually becoming its managing director. The patent shows a kiln of dimensions 27’6” × 5’, still fired with producer gas. Upstream of this is a drying cylinder heated by the kiln gases, in which slurry is dried on the outside surface, scraped off and dropped into the kiln. Downstream is a recognisable rotary cooler, supplying hot secondary air to the kiln.
Despite the progress towards a workable design, all these kilns were given up as failures. Numbers of often contradictory reasons have been given:
a proper clinkering temperature could not be reached due to the cool, non-luminous producer gas flame.
the use of producer gas, in contrast to static kiln practice, put no ash or sulfur into the mix, so that the clinker was over-limed and low in sulfate, and these factors conspire to produce rapid setting, irrespective of clinkering temperature.
the kiln “balled up” and formed rings which blocked it almost entirely – this was probably exacerbated by trying to concentrate the sparse gas flame to get clinker to form.
the clinker attacked and destroyed the firebrick lining.
much of the heat was lost due to the shortness of the kiln.
Surviving chemical analyses of the kiln product show it to be incompletely burned, and it must have been high in free lime.
Although all these problems could eventually have been solved, at no time was an acceptable product made, so the experimenters had no clues in which direction to proceed to improve the system. At the heart of this was the lack of a hot kiln, and there was no means of “turning up” the heat with the existing firing arrangement.
It chanced that the over-optimistic paper on the Thames (West Thurrock) kiln in The Engineer, referred to above, was read by the Navarros, who had been making natural cement in New York state, and intended to start making Portland cement. At the time, American manufacturers of Portland using static kiln methods could not compete with European suppliers because of the relatively high cost of labour, and the rotary kiln was of interest solely for the opportunity to reduce labour costs. Alfonso Navarro visited the Thames (West Thurrock) plant in January, 1888, and received a demonstration of the third Ransome kiln in which the material manufactured “was of the best quality” . One can only surmise how this conjuring trick was performed, but Navarro bought the US rights for the Ransome kiln in mid-1889, and in July of that year the Keystone Portland Cement Co. was set up, and a kiln was constructed at Coplay, PA. The kiln, exactly to Ransome specifications, commenced operation in November 1889, and after experimentation (as a beginner manufacturer) with the rawmix, was working well by the Spring of 1890. The key to this almost immediate success was the use of oil as fuel instead of producer gas. Oil from Ohio was at that time very cheap, and it was possible with no effort to get the kiln roaring hot. The other operational problems with the kiln were soon ironed out. Reactions with the refractories were controlled by providing a uniform coating of fused clinker on the brick surface, initially by manual application with a long tamping bar. The problem of fast setting remained, but by 1892, the discovery that set could be retarded by a small addition of gypsum allowed the rotary product to be marketed undiluted with “traditionally made” cement.
By 1894, a number of other companies had started experimenting with rotary kilns. Through the 1890s, the price of oil rose rapidly, and work commenced to use pulverised coal as an alternative fuel. The two largest companies, Keystone and Alpha, had both got operational coal-fired kilns by 1895.
Although burning coal in pulverised form is now common in many industries, notably power generation, it is worth noting that the process was pioneered in the cement industry.
Coal tended to produce a longer flame than oil, and to accommodate this, kilns increased in length from Ransome’s standard 25’ to 60’, which became the new standard length.
Patents were filed in 1895, describing systems with specific methods of coal firing and of clinker cooling and heat recuperation, by Hurry and Seaman of the Keystone company and by Lathbury and Spackman of the Alpha company.
In 1899, the Keystone company changed its name to the Atlas Portland Cement Co., and remained under that name the largest cement company in the US – and in the world – throughout the early twentieth century.
In 1900, Atlas began litigation against a number of its competitors for infringement of the Hurry & Seaman patent. The enormously expensive case rumbled on for over a decade. Initial judgement in favour of Atlas was in 1912 overturned: the judgement stated that “the patent could not be enforced as the principle was general and familiar enough for others to invent themselves”. This was the legal climate in which the technology of rotary kilns was disseminated in the period around the start of the twentieth century, and explains the many tenuous and defensive claims made by the various players, all of which make it difficult to decipher the real sequence of events.
By 1895 various American manufacturers had established the recognisable layout of a rotary kiln system that remained in universal use for the next 60 years. The innovation was so spectacular that within only fifteen years, the US cement industry expanded from virtually zero to make half the world production in 1907. It was therefore inevitable that most of the details of effective rotary kiln practice were learned from the USA. Many UK manufacturers visited the US in the late 1890s to obtain information, as did representatives of the European plant suppliers.
When APCM was launched in 1900, an important part of its prospectus was the purchase of rights to rotary kiln manufacture as described in the Hurry and Seaman patents. APCM were under the impression that the British rights would be exclusive, and would give them an insuperable technical advantage over their competitors. However, it is difficult to avoid the impression that APCM were “sold the Brooklyn Bridge” when they bought the licence because the patents were under vigorous challenge on both sides of the Atlantic. Furthermore, rotary kilns were already operating in Germany (1896) before the Hurry and Seaman patents took effect there. APCM’s attempt to obtain exclusive use of rotary kilns led to a flurry of activity in the UK, both in APCM and among its competitors, to install kilns and claim precedence. All such claims are suspect, but it is clear that APCM’s competitors were first to install rotary kilns, and certainly first to implement the rapid improvements in kiln technology that took place in the first decade of the twentieth century. A list – not necessarily comprehensive – of plants that claimed to have run the first successful rotary kiln includes Billingham, Martin Earles, Shoreham, Sundon, Swanscombe and Wouldham. These claims are discussed in a separate article. APCM were saddled with royalty payments for their licence, without any commercial advantage, and in the end bought out the patents (for a large sum) in order to draw a line under the affair.
Developments, and counts of kilns, during this period are tracked in the Alkali Inspectors’ reports. However, new installations were frequently not immediately declared to the inspectorate. The inspectors, quite rightly, regarded the cement industry as peripheral to their remit, and had a fairly relaxed attitude to such infractions.
The Alkali Inspectors' reports say that no rotary kilns operated in 1900, although Martin Earles possibly had one going before the end of that year. In 1901, kilns were probably operational at Martin Earle's, Shoreham, Swanscombe and Wouldham, and the Penarth Ransome kilns possibly got under way using coal firing. All these projects were in preparation well before the APCM merger took place. Of these five plants, only Swanscombe was in the "Combine" although the Wouldham installation was made under license to APCM. The other four plants became part of the group only in 1912. The new kilns were mostly of the typical American dimensions - 60 ft long - while the Swanscombe and Wouldham kilns were larger at 70'0" × 6'3½".
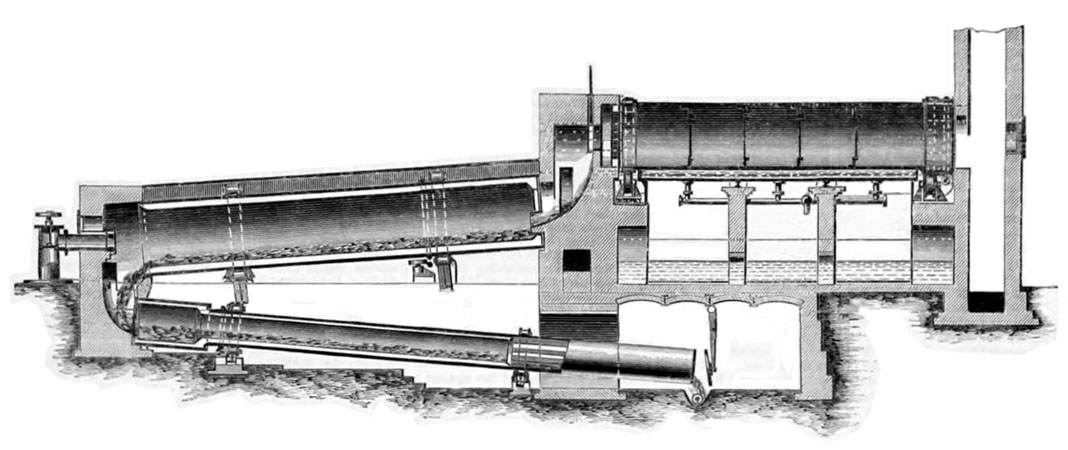
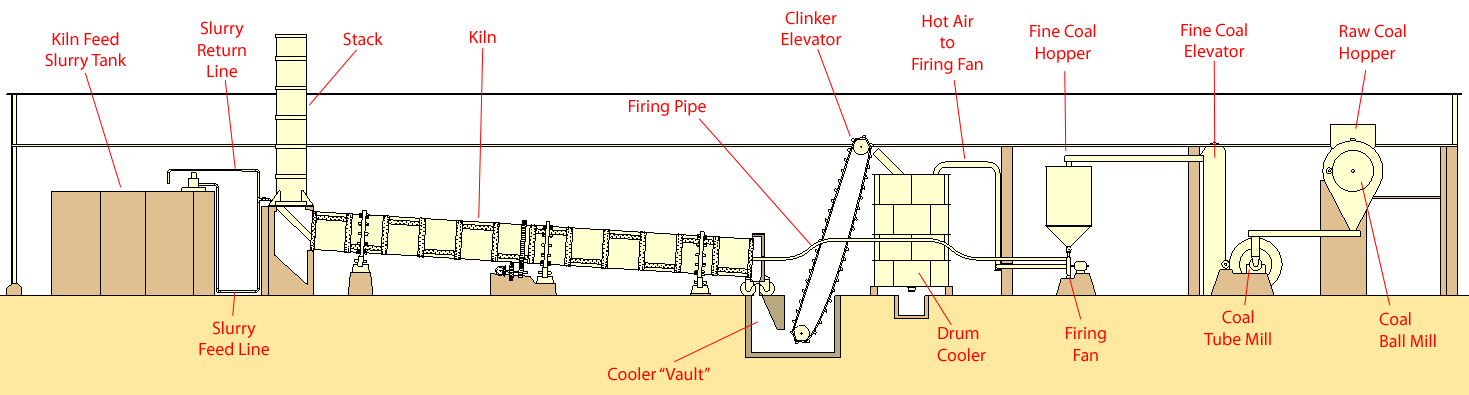
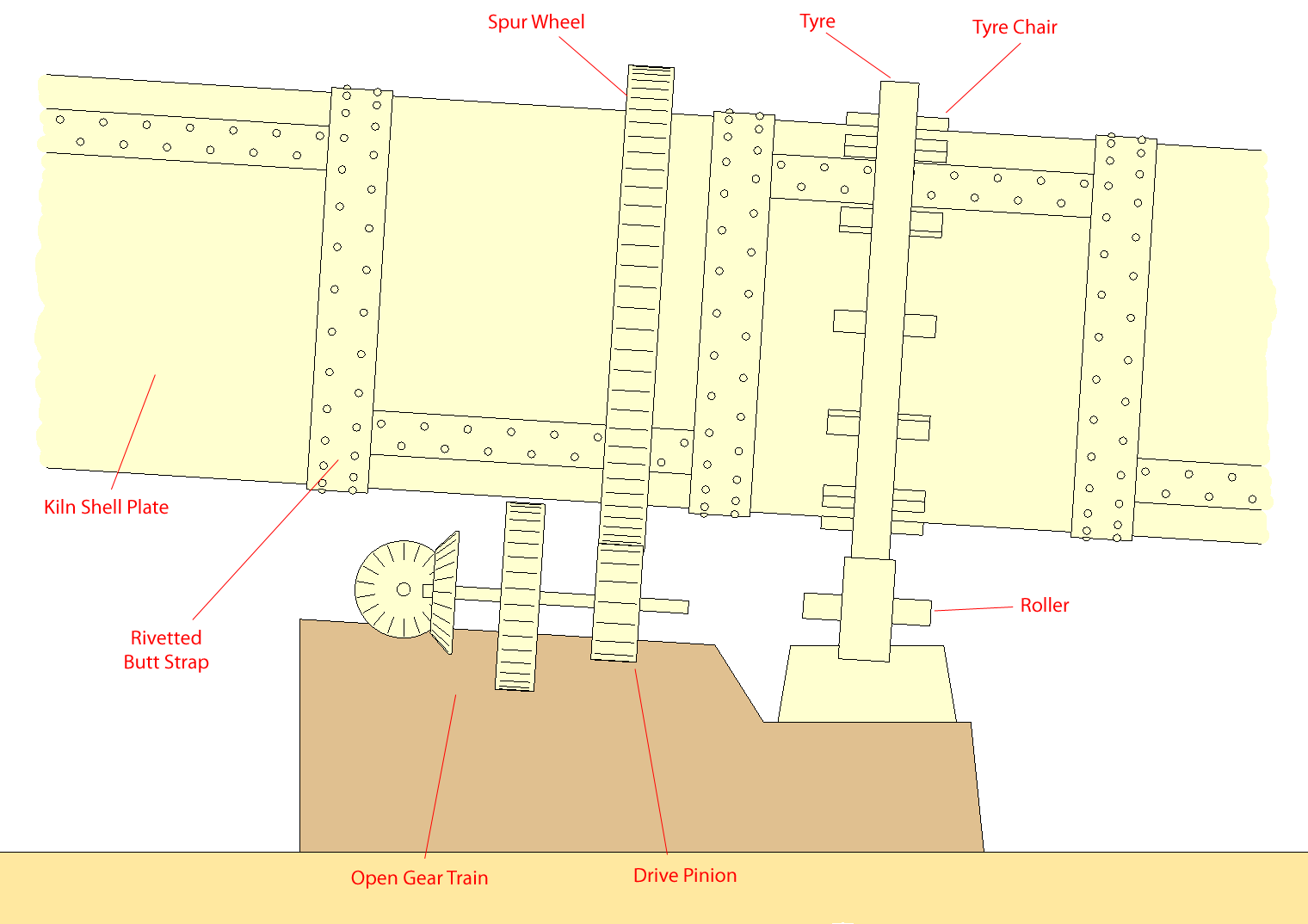
The kilns atShoreham were typical of the "first generation" of successful kilns. They were supplied as a fully-equipped package by F. L. Smidth (FLS), loosely based on a design by Lathbury & Spackman. They were numbers 3 and 4 in the FLS rotary kiln order book, the first two, of almost identical design, having been installed at Aalborg, Denmark, in 1899. The layout of the plant at Shoreham, perhaps benefiting from experience, was somewhat more spacious than that at Aalborg, although still very cramped by modern standards - the kiln centre-lines were only 3.9 m apart. The engineering design, as always with FLS, was metric throughout. The installation possessed many features still possessed by systems today, although it also possessed some features that rapidly became extinct.
Most unusual is the system of clinker cooling, involving dropping the clinker into a masonry chute, through which secondary air was drawn, followed by a vertical drum cooler, in which the cooling, such as it was, was performed by air drawn through by the firing fan. The arrangement necessitated the use of an elevator to lift clinker that was, no doubt, red-hot. This eccentric design probably evolved because the standard rotary cooler design was minutely covered by the Hurry & Seaman patent. The kiln feed rate was controlled by a simple valve from a recirculating pipeline, and must have been unreliable.
The kiln, although very small at only 18 m long and 1.5 m diameter inside the shell, by this stage had acquired most of the standard features of the rotary kiln, designed for the aggressive conditions to be expected. The kiln was lined with 6” bricks at the hot end and 4” at the cold end. The rear of the kiln, used for slurry drying, was a plain tube, with no internal devices to improve heat exchange. Exhaust gas temperatures were up to 600°C. Combustion gases were drawn through the system by the convective suction of the kiln stack alone, so the kiln would not work without a high exhaust temperature, and consequent waste of heat. The kilns, unusually for the time, were driven by individual dedicated electric motors. Many kilns for years after this were driven through belts and lay-shafts from a central engine, typically steam-powered.
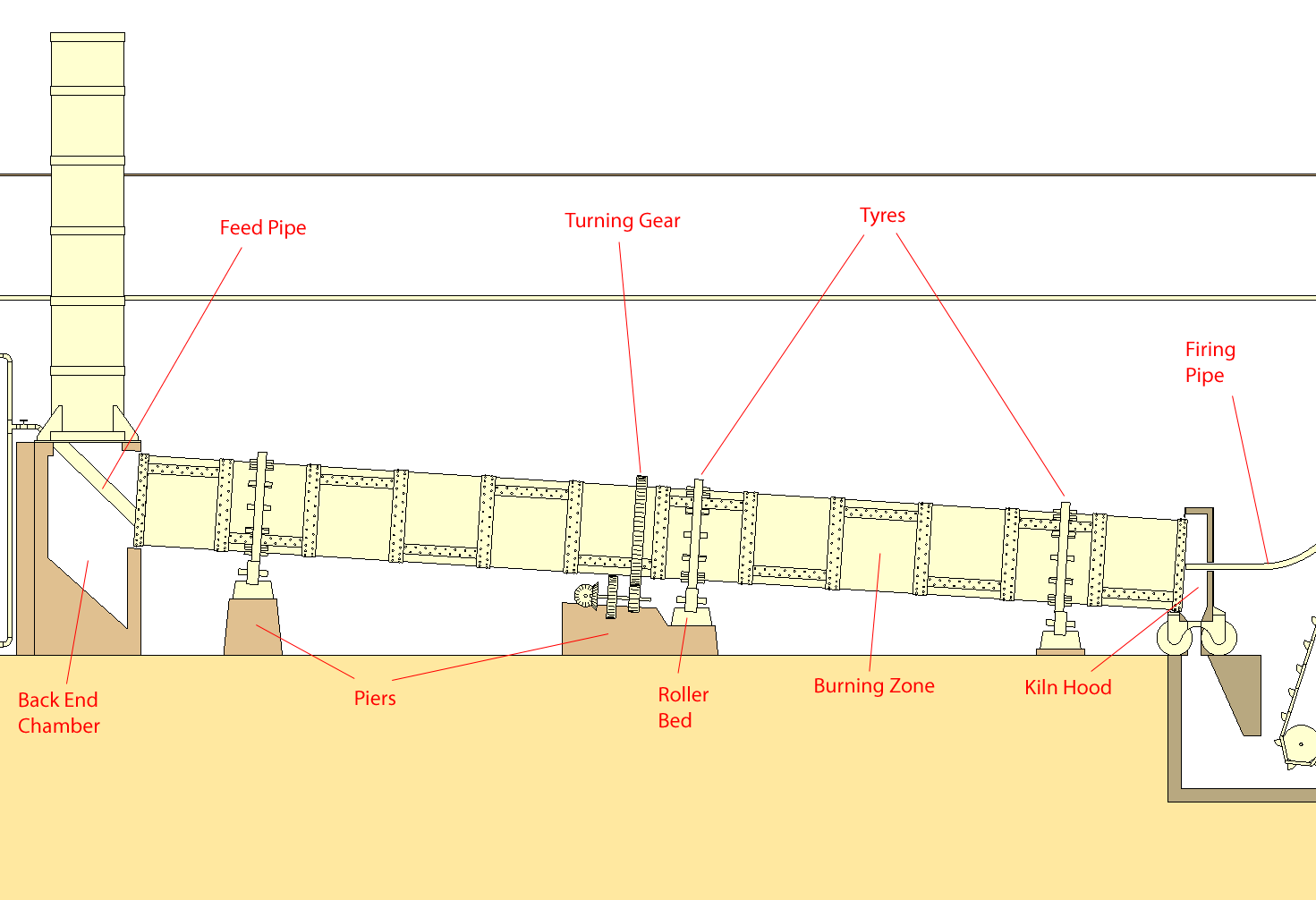
The shell was built up, in a manner that continued to be standard for several decades, from semi-circularly rolled sheets of mild steel plate, 20 mm thick. These were butt-jointed together with riveted 20 mm thick steel plate straps. The tyres were held away from the shell by chairs with a small “breathing space” to allow for expansion. Because of this gap, the tyres would gradually precess around the kiln, ensuring uniform wear. The turning gear was attached to the kiln via tangentially-mounted spring plates, thus allowing for expansion. It soon afterwards became practice to add a further 20 mm thickness of “wrapper plate” to the tyre and turning gear areas to improve rigidity at these points where the flexural stresses are greatest. The drive train was open, allowing liberal application of lubricants, but also exposing the gear to air thick with dust and grit. Closed gear boxes came much later.
53 short wet process kilns of similar design were installed up to 1909. They typically made 20-30 t/day of clinker , with a heat consumption of 9-10 MJ/kg. It was recognised that such kilns were not fuel efficient, and in particular were much less fuel-efficient than the shaft kilns that were also being installed at the time, but a number of decisive advantages emerged:
As in the USA, a considerable saving in labour was possible, at a time when hourly wages were in general rising.
Rotary kilns used coal rather than the increasingly hard-to-get coke. Furthermore, because the coal was used in a ground state, the use of the smaller size-grades of coal was a positive advantage, and these, because of their bad handling characteristics in most other applications, were by far the cheapest.
Despite teething problems, a distinct quality advantage emerged. Even with inefficient cooling systems such as those at Shoreham, the emergence of the clinker from the kiln at almost its peak temperature caused a rapid chilling effect not obtainable in any kind of static kiln. This produced a much more reactive clinker, with a relatively high early strength not previously obtainable.
Nevertheless, the high fuel consumption of these kilns was always on the agenda, and American experience taught that the cure for this was to use longer kilns. In addition to the waste of heat, the short kilns became notorious for their emission of hitherto unheard-of quantities of dust and low-level fumes. The 1910 Alkali Inspectors’ report commented: “Some few short rotary kilns still exist and are productive of smoke and dust trouble, but these early types are not likely to remain in use much longer”. Many of them – notably those at Swanscombe – were lengthened, but a number continued in operation into the 1920s, and the last to operate were Sundon A1 (1928) and Warren A1 (1931?). The Sundon kiln stack, notoriously, emitted not only dust and fumes, but also long blue flames when in full production!
While manufacturers were keen to emphasise to their customers the seamlessness of the change from “static” to “rotary” cement, significant parallel changes in practice took place. The rolling action of the kiln consolidated the sintering material in a way not encountered in the static kiln, the product of which had a pumice-like porosity. This made it very difficult to grind using flat-stone wheels, and accelerated the change to the use of ball mills. Static kilns maintained intimate contact with the products of combustion, forcing the gases through a convoluted pathway. This caused fairly efficient absorption of sulfur and ash from the gases. However, in the low LD ratio rotary kilns, combustion products passed straight out of the kiln, and clinker was found to be over-limed and quick-setting. A lower-lime rawmix had to be made, and gypsum had for the first time to be added to control the setting time. Addition of other ingredients was at the time a contentious issue, and the publication of the first British Standard for Portland Cement was in part designed to allay fears on this front.
Butler’s 1904 book contains several advertisements from non-rotary manufacturers claiming that their cement is “pure and free from adulterants such as Kentish Rag, gypsum, etc.”
Another significant change accompanying the introduction of rotary kilns was in the attitude towards capacity utilisation. With rotary kilns, long un-interrupted run-times are necessary to minimise damage to (and replacement cost of) the kiln lining, and in general to minimise operating cost. But, in addition, rotary kilns involved vastly greater capital expenditure, and high utilisation was required to pay this off at an acceptable rate. By contrast, static kilns were cheap and simple to erect with not much more than a few bricklayers, and if left idle involved no expense other than taking up space. For this reason, chamber kiln plants could – and did - run profitably at 30% capacity. But at rotary plants, a new phenomenon emerged – the huge festering out-door stockpile of clinker made during the slack months of winter, and ground – to the consternation of customers – during the summer. (Grinding of partially hydrated clinker causes a dramatic reduction in ultimate strength.) This practice died out only recently, not on quality grounds, but in response to environmental legislation.
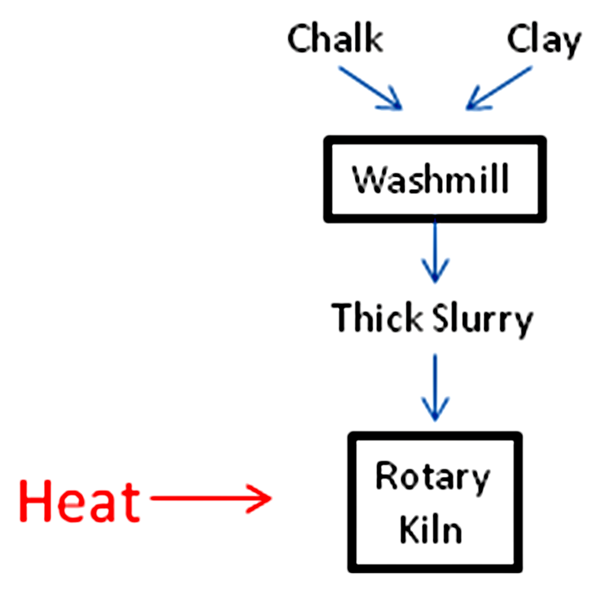
With the arrival of rotary kilns, cement manufacturing processes became sharply defined as wet process or dry process.
In the Wet Process, the kiln system is fed with a rawmix in the form of a liquid slurry, typically containing 30-50% of water by mass.
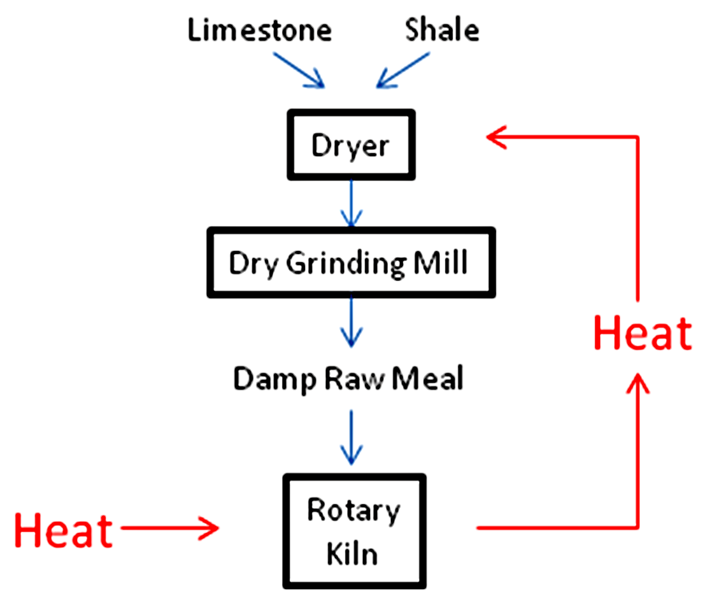
In the Dry Process, the kiln system is fed with a rawmix in the form of a dry powder.
The process selected depends to a certain extent upon the nature of the available raw materials.
At the start of the twentieth century, both the American and the British industries were highly concentrated geographically. The British industry was concentrated in the Thames and Medway estuaries, and the epicentre of the American industry was the Lehigh and Delaware valleys in eastern Pennsylvania and north-west New Jersey. The Cambrian argillaceous limestones of the Jacksonburg Formation in that area are hard rock, most readily processed by dry grinding. This fact provided a further impetus to the development of rotary kilns, since for shaft kilns, a powdered rawmix must be briquetted in a more-or-less expensive pressing process, whereas untreated powder can easily be fed to a rotary kiln. It is for this reason that all the original American rotary kilns used the dry process. The wet process gradually developed, initially in more remote wet raw material regions such as the marl belt of central Michigan. Later, the wet process came to be used in Pennsylvania mainly because of the ease of wet blending, but the majority of kilns continued to use the dry process throughout the twentieth century.
In Britain the situation was quite different. In the Thames and Medway areas, dry process raw material preparation was practically impossible. The wet chalk (typically 40% water by volume) can't be ground to a powder until it has been dried, but the un-ground chalk can't easily be dried because its spongy texture tenaciously retains water. On the other hand, wet-grinding it with water is trivially easy. Where chalk marl was available in the southern part of the Medway valley, a dry process developed using brick-making techniques, allowing shaft kilns to be used in the period 1900-1928, but this was a marginal technology because of the poor homogeneity of the brick “pug”. So with the arrival of rotary kilns, wet process was initially the universal choice.
Wet process:
Dry process:
In the parallel wet and dry processes in America, the dry process was marginally more energy-efficient, but the differential was small due to the lack of good heat exchange in the kiln – a dry kiln simply produced hotter exhaust gas. The early short kilns (length : diameter ratio 12:1 or less) were troublesome on wet process because the hot and over-fuelled conditions of operation necessary to complete all burning stages in a short length led to high dust loss and emissions of black smoke. It was early appreciated by the more scientific practitioners that, at least in theory, the dry process ought to be more efficient. It is characteristic that the first British dry process rotary kilns were installed by A. C. Davis at Norman (1904), and Davis promoted the system with an evangelism that flew in the face of the objective facts. Having started in the industry by constructing Saxon (1901) with Schneider kilns fed with dry-ground and briquetted Chalk Marl, his business strategy was to run flat out, selling at or below cost price, and generally spreading alarm and despondency among the “old fashioned” manufacturers by suggesting that his costs were half of theirs, which they may indeed have been. With the arrival of rotary kilns, he naturally continued the same behaviour, by publicising his use of dry process as an economy that others could not match. To drive home the point, he installed no less than five kilns at Norman – a larger installation than at any of the other independent companies at this stage.
The Norman installation was described in great detail in an article in The Engineer. The kilns were 60 ft long, and of low LD ratio: only 9.61:1. They were supplied by Fellner & Ziegler who also supplied APCM. Whereas the marl at Saxon was dried in a coal-fired Smidth drier, at Norman, it was dried in rotary driers heated by the kiln exhaust gases. The article includes a lengthy description of the raw meal mixer. This was a complex mechanical device with action equivalent (in theory) to a blending silo operating in “overflow” mode. In the light of later experience, it would in all probability have spent much of its time blocked solid, and therefore allowing run-of-mill meal to go straight to the kiln feed silo. The design makes it clear that rawmix blending was already understood to be the major stumbling-block in the dry process, and that the technical challenge was at this stage a long way from being solved. The perceived success of the Norman kilns was sufficient to persuade several other plants (Kirtlington, Southam, Premier and Ellesmere Port) to embark on rotary kilns using the dry process, but as kilns developed, the vast majority were wet process, and these few dry process also rapidly reverted to wet process.
This summarises the initial development of rotary kilns in the UK up to the middle of the first decade of the twentieth century. The following links lead on to the various later developments.
 The Ransome kiln as installed at Mitcheldean
The Ransome kiln as installed at Mitcheldean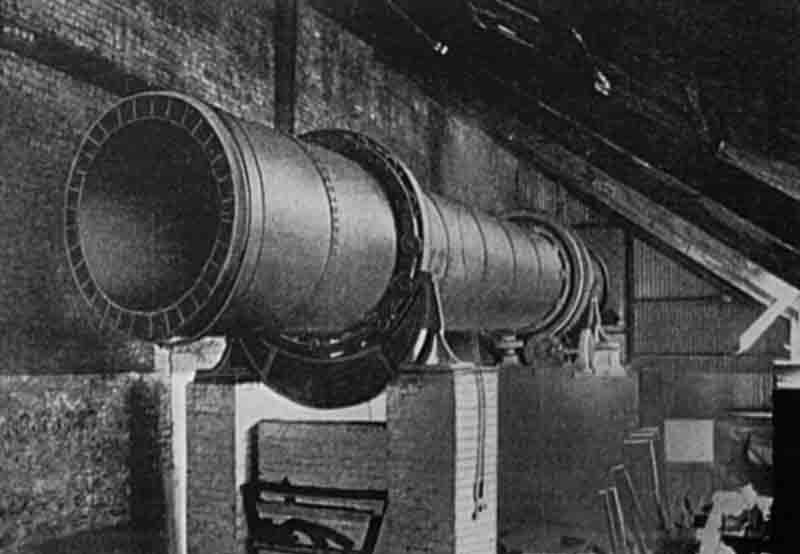 The Arlesey kiln as modified by Stokes: the photograph was taken many years later and had been modified for clarity (but not necessarily accuracy). The hood and cooler have gone, and the slurry preheater is beyond the end wall.
The Arlesey kiln as modified by Stokes: the photograph was taken many years later and had been modified for clarity (but not necessarily accuracy). The hood and cooler have gone, and the slurry preheater is beyond the end wall.
 The Stokes kiln as installed at Arlesey
The Stokes kiln as installed at Arlesey
 The
The