Approximate total clinker production: 21.6 million tonnes (21st)
Raw materials:
Upper Chalk (Seaford Chalk Formation: 85-88 Ma)
from quarries at 559800,178600 and 559800,179100. It also absorbed the quarries of the Thames and Grays plants.
Initially, Thames and Medway Alluvial Clay. From 1930, London Clay (London Clay Formation: 48-55 Ma) dug at 561000,181800 (South Ockendon) was slurried at the pit and pumped to the plant.
Ownership:
1874-1880 Lion Cement Works Co.
1880-7/1898 Wouldham Cement Co. Ltd (owned by A. D. Robertson and Sons Ltd)
7/1898-4/1900 Wouldham Cement Co. Ltd (owned by S. Pearson & Son Ltd)
This was originally called the Lion Works: it received its later name as a result of Robertson’s transfer of business from Wouldham, Kent. Originally using two wet process bottle kilns, three more were added in 1880, giving a total 150 t/week. Around 1888 a set of six chamber kilns (155 t/week) were built. A second similar set were added around 1892, and in 1896 a third set of six (190 t/week) was installed, and the bottle kilns were removed, giving a total 500 t/week in 1897.
S. Pearson & Son obtained the contract to build Dover Admiralty Harbour in 3/1898, and, having failed to arrange a cement supply contract for the expected ten-year project, formed a partnership in 7/1898 with J. B. White's to buy the Wouldham plant and upgrade it to the required size. In 1898, a block of 10 chamber kilns (360 t/week) was built, extended to 14 (504 t/week) in 1900. White's bought the rights to manufacture cement by the Hurry & Seaman rotary kiln process on 14/08/1899, allowing them to manufacture 425,000 tons a year, with royalty payments to Hurry & Seaman. White's allocated one-sixth of this to Wouldham, and six rotary kilns were ordered. With White's about to be absorbed into APCM, the Wouldham Cement Co. (1900) Ltd. was formed to finance the work. White's (or their successors) were to provide technical management of the plant for ten years, and undertook to sell all cement surplus to Pearson’s requirements, taking a 1-shilling per ton commission. After the formation of APCM the remaining five-sixths of the rotary manufacturing rights were allocated to the Swanscombe, Bevans and Arlesey plants. In 9/1903, APCM paid Hurry & Seaman a lump sum of £180,000 for future unlimited royalty-free production, and Wouldham paid them £35,000 as their share. (It should be noted that Wouldham was making around 32,000 tons per year of rotary cement at the time, selling at around £1.5 per ton.) The obscure and complex early development of the rotary kilns is described below.
The rotary kilns were installed late in 1901. The plant is one of those claiming (with scant justification - see article) to have operated the first successful rotary kiln. Read a description of plant in 1902. The plant was certainly the first to use oil as kiln fuel. Weetman Pearson was Britain's first oil magnate, and crude oil was used for a brief period in 1902-1904, before the unfavourable economics became clear. These kilns were substantially modified during 1907-1911. The original six steel stacks were replaced with the five brick stacks that remained until the 1920s. Davis’ 1907 capacity of 2500 t/week included 1004 t/week of chamber capacity leaving a claimed 1496 t/week (say an average 1.48 t/hr) from the rotary kilns. The first and second blocks of chamber kilns were shut down in 11/1907, and the third in 10/1909. The last block remained as top-up capacity until 10/1911. The third and fourth blocks were demolished in 1928 to clear space for the coal store, and the others remained in ruins until the closure of the plant.
Meanwhile, FLS provided kilns B7-B9. B7 and B8, identical to the contemporary Harefield A1, were immediately sufficiently successful to prompt the order of the much larger B9, which became in 1912 Britain’s largest kiln until 1922 when it was overtaken by the FLS installations at Kent. The plant at this time was described in a publicity handout given below. The dynamism of Wouldham at this time probably prompted FLS’s interest in the nearby West Thurrock as a demonstration project. The plant was described in detail in the BPCM 1924 schedule. The plant ran through both World Wars. Under Blue Circle management, development of capacity and efficiency continued with the installation of the Vickers Armstrong kilns B10 and B11, based on the design of the successful Johnsons A6 and A7. Kilns B9-B11 were operated with occasional help from the inefficient B7 and B8. Following WWII, difficulty in extending reserves and pressure from West Thurrock considerably reduced its importance in the Blue Circle hierarchy. The plant made sulfate resisting clinker alongside ordinary clinker, and later solely SR, from 1952 to 1976. With the closure of Metropolitan in 1970, it was the last Blue Circle plant on the north bank of the Thames. In 1974, following major re-engineering, it was written: “this large project will give the works a secure future in the Blue Circle Group”. It closed two years later. The post-oil-crisis period required reduced capacity, and its fuel consumption, still around 8 MJ/kg, made it a prime target for closure, and when the kilns stopped in August 1976, this marked the extinction of the Essex industry.
A rail link was established after WWI, but much of its product continued to be despatched by barge until closure. Kept for a while as a depot fed by barge from Northfleet, a section of silos and packing plant was kept, and remains. The rest of the site was redeveloped, and is currently covered by port facilities.
Power supply
The original plant was driven directly by steam engines. Electricity was generated to drive the first rotary kilns. From 1910, electrification of the rest of the plant began, with installation of turbo-generators. Electrification was completed in 1912. Grid power was introduced in 1930, but the power house remained functional until 1948.
Rawmills
The plant originally used primary and secondary washmills followed by flat stones. From 1910, two parallel sequences of rough mill, intermediate mill and screening mills were used. The system was modified in 1929 by addition of two much larger rough mills, discharging into the older mills as successive size reduction stages.
Eleven rotary kilns were installed. For discussion of the early history of kilns 1-6, see below.
Kiln A1
Supplier: Fellner & Ziegler
Operated: 11/09/1901-12/1929
Process: Wet
Location (later): hot end 559933.5,177527.2: cold end 559929.7,177557.4: entirely enclosed
Dimensions:
11/09/1901-04/08/1907: 0×1727: 1016×1727: 1016×1918: 21336×1918: tyres at 2286, 11176, 20066: turning gear at 6731
03/10/1907-29/05/1908: 0×1727: 1016×1727: 1016×1918: 30480×1918: tyres at 3683, 11430, 20320, 29210: turning gear at 15875
20/08/1908-12/1929: 0×1918: 1016×1918: 1016×2400: 10160×2400: 10160×1918: 30480×1918: tyres at 3683, 11430, 20320, 29210: turning gear at 15875
Cooler:
11/09/1901-04/08/1907: two-stage rotary coolers as per the Hurry & Seaman patent: 1st stage 28'0"×2'10½" (metric 8.534 × 0.876) located under the firing floor discharging into crusher with water sprays, then to 2nd stage shared with adjacent kiln 50'0"×4'10½" (metric 15.24 × 1.486)
03/10/1907-12/1929: rotary 48’0”× 4’10½” (metric 14.63 × 1.486) located under the firing floor
Cooler profile (later): 0×1486: 14630×1486: tyres at 1524, 11278.
Fuel: Coal: oil was used briefly: 45% replacement in 1902, 41% in 1903 and 1% in 1904.
Coal mill: indirect fired - system shared by kilns 1-6. Originally 3 Griffin mills, later replaced with a Krupp 30 kW ball mill + two Krupp 28 kW No.16 tube mills.
Exhaust: direct to stack.
Typical Output:
11/09/1901-04/08/1907: 27 t/d
03/10/1907-29/05/1908: 32 t/d
20/08/1908-12/1912: 44 t/d
01/1913-12/1929: 53 t/d
Typical Heat Consumption: 8.8 MJ/kg
Kiln A2
Operated: 26/09/1901-12/1929
Location (later): hot end 559939.5,177528.0: cold end 559935.8,177558.2: entirely enclosed
Identical in all other respects to A1
Kiln A3
Operated: 13/10/1901-12/1929
Location (later): hot end 559945.6,177528.7: cold end 559941.8,177559.0: entirely enclosed
Dimensions:
13/10/1901-04/08/1907: 0×1727: 1016×1727: 1016×1918: 21336×1918: tyres at 2286, 11176, 20066: turning gear at 6731
13/10/1907-12/1929: 0×1727: 1016×1727: 1016×1918: 30480×1918: tyres at 3683, 11430, 20320, 29210: turning gear at 15875
Typical Output:
13/10/1901-04/08/1907: 27 t/d
13/10/1907-12/1912: 37 t/d
01/1913-12/1929: 46 t/d
Identical in all other respects to A1
Kiln A4
Operated: 27/10/1901-12/1929
Location (later): hot end 559951.6,177529.5: cold end 559947.9,177559.7: entirely enclosed
Identical in all other respects to A3
25/11/1901-16/07/1907: 0×1727: 1016×1727: 1016×1918: 21336×1918: tyres at 2286, 11176, 20066: turning gear at 6731
22/03/1908-30/05/1908: 0×1727: 1016×1727: 1016×1918: 30480×1918: tyres at 3683, 11430, 20320, 29210: turning gear at 15875
30/10/1908-12/1929: 0×1918: 1016×1918: 1016×2400: 8331×2400: 10160×1918: 30480×1918: tyres at 3683, 11430, 20320, 29210: turning gear at 15875
Typical Output:
11/09/1901-16/07/1907: 27 t/d
22/03/1908-30/05/1908: 38 t/d
30/10/1908-12/1912: 44 t/d
01/1913-12/1929: 53 t/d
Identical in all other respects to A1
Kiln A6
Operated: 10/12/1901-12/1929
Location (later): hot end 559963.7,177531.0: cold end 559960.0,177561.2: entirely enclosed
Identical in all other respects to A5
Kiln A7
Supplier: FLS
Operated: 7?/1910-1937: 1952-1957: 28/12/1959-09/07/1962: 15/6/1965-30/11/1966
Process: Wet
Location: hot end 559945.5,177574.6: cold end 559988.2,177579.9: entirely enclosed
Dimensions:
Original: 0×1725: 700×1725: 700×2100: 2100×2100: 2100×2400: 9450×2400: 11475×2100: 43000×2100: tyres at 1300, 12350, 25100, 36850: turning gear at ?14500
After removal of cooler: 0×1829: 216×1829: 216×2100: 2057×2100: 2057×2400: 9431×2400: 11456×2100: 42976×2100: tyres at 1276, 12326, 25076, 36826: turning gear at ?14476
Cooler: originally “double-back” concentric rotary metric 10.05 × 1.350 / 1.200 / 1.800 beneath the kiln, which must have been discarded: the initial nose section of the kiln was replaced at some time with a lifter cooling section: a rotary cooler was finally installed in 1957: 24’6”× 5’0” (metric 7.47 × 1.524); source unknown, but it might have been a piece of A-series kiln. The cooler was removed again in 1962.
Original cooler profile: 0×1350: 3900×1350: 3900×1200: 9600×1200: 10050×1800: 4200×1800: tyre at 2400 with trunnion end bearing: turning gear at tail end.
Fuel: Coal
Coal mill: indirect: system shared with kiln 8 consisting of FLS 19 kW Kominor E ball mill + 54 kW No.16 tube mill
Exhaust: direct to stack.
Typical Output: 1910-1937 80 t/d: 1952-1957 75 t/d: 1959-1966 92 t/d
Typical Heat Consumption: 1910-1937 9.0 MJ/kg: 1952-1957 8.80 MJ/kg: 1959-1966 8.37 MJ/kg
Kiln A8
Operated: 7?/1910 -1937: 1952-1957: 1/1960-30/06/1962: 02/06/1965-13/11/1966
Location: hot end 559944.6,177581.7: cold end 559987.3,177587.1: entirely enclosed
Cooler: initially as A7: replaced at some time with a lifter cooling section: a rotary cooler was finally installed in 1957: metric 9.34 × 1.600; source unknown, but it might have been a piece of A-series kiln. The cooler was removed again in 1960.
Identical in all other respects to B7
Kiln A9
Supplier: FLS
Operated: 1?/1912-21/06/1973: 07/08/1975-18/03/1976: made lime 1973-1975
Process: Wet
Location: hot end 559942.7,177592.4: cold end 560012.2,177601.1: entirely enclosed
Location: Hot end (as modified, cooler ports) 559938,177589: Cold end 560013,177599: entirely enclosed.
Dimensions:
Originally metric 70.20 × 3.000B / 2.700CD
From 1929 (from cooler ports) 75.32 × 3.000B / 2.718CD
The following is a transcript of an anonymous article that appeared in The Engineer, 94, 11 July 1902, p 45. It is believed to be out of copyright. It describes the Wouldham plant, around the time that the commissioning of the first-generation rotary kilns was completed. Note on Imperial units of the time: 1 ton = 1.016047 tonnes: 1 ft = 0.304799 m: 1 h.p. = 0.7457 kW.
CEMENT WORKS AT GRAYS
On Friday last a number of the shareholders of the Wouldham Cement Company (1900), Limited (Note A1), and guests visited the works of this company at West Thurrock, near Grays. The company was formed in the early part of 1900 to take over the existing works which had been for some time - we gather for upwards of thirty-five years (Note A2) - engaged in the manufacture of cement on the ordinary chamber kiln principle. The works were then known as the Lion Works, and the name given to the cement manufactured there was the Red Cross Brand. We understand that at the time the works were taken over they were in the hands of S. Pearson and Son, Limited, and, further, that this firm undertook to take all the cement made at the works. The new company at once decided to remodel the whole of its plant, and to install the newest type of machinery available, so as to start operations under the best known conditions (Note A3). The object of inviting the shareholders and guests to visit the works on Friday was that they might see the new plant in operation, active working of the major part of the machinery having been recently commenced after a stoppage of some months (Note A4), during which time opportunity has been taken to put everything in working order.
The company possesses its own chalk quarry (Note A5), situated, roughly speaking, half-a-mile from the works' site, and connected to it by two lines of railway approaching the quarry at two different points. Steam locomotives are employed to bring the chalk to the works. The other necessary constituent of cement - clay - is brought in barges from the river Medway, where the company owns land. Excellent arrangements have been made by means of wharves built out on piles into the river Thames - for the company's land has a considerable frontage to the river - whereby not only can this clay, coal, and coke be unloaded, but the cement, flints, &c., be despatched. Moreover, the London, Tilbury, and Southend Railway passes close to the works and in between them and the quarry, and a siding is led on to the site. In fact, taking everything into consideration, the works would appear to be very fairly well placed, both as regards the obtaining of raw material and the disposal of finished cement. The total area of land - leasehold and freehold - is about 138 acres, which includes the chalk land. The amount of chalk available is said to be ample for the whole needs of the company - at all events, during the continuance of the lease - of which, so we gather, there are some fifty years or more to run - and at the full rate of output for which the works are designed, namely, 125,000 tons of cement per annum (Note A6).
At the present time the manufacture of cement is carried out in two different ways - that is to say, so far as the burning is concerned (Note A7); but before dealing with these, we will briefly describe the preliminary arrangements. The chalk is brought from the quarry in trucks, and passes over a weighbridge on its way to the wash mills. The trucks are emptied into the hopper of a crusher, which delivers equally into either of two wash mills, placed side by side, and adjacent to the crusher. The clay meanwhile has been conveyed to elevated structures placed one on either side of the wash mills. Here the proper quantity is weighed out and sent down shoots into the wash mills. The wash mills have, of course, revolving arms driven by bevel gearing worked from two parallel horizontal shafts. The overflow from the first set of wash mills makes its way in each case to second mills adjoining the others, and here the mixture of the two ingredients is further carried on, the resulting slurry flowing to a common sump. From this sump it is elevated by means of a bucket wheel to the stone mills (Note A8), of which there are thirteen, and the discharge from these flows by gravity into two mixers placed side by side. Quite close to these is the "doctor", or small mill, into which either chalk or clay may be shot, depending on whether the analyses, which are continuously being carried out, indicate that either the one or the other is required. The discharge from the "doctor" flows by gravity into the mixers, and the final overflow from these is ready for the operation of burning.
There are in all thirty-two chamber kilns, of which fourteen are of the most recent type. There is no need for us to describe the process of burning cement in these, as it has been done on several occasions in our columns. But, in addition to the chamber kilns, there are six rotary kilns of the latest kind. These, as the majority of our readers are no doubt aware, consist of iron cylinders lined with fire-brick, and mounted at an angle on rollers, so that they can be revolved by means of gearing. These kilns are open at both ends, and are 70 ft. long and 5 ft. in diameter. The slurry is pumped up to such a level that it can be fed into their topmost ends. Burning is brought about by the ignition of powdered coal blown into the lower opening by means of a jet of air (Note A9). The coal is ground on the spot in special machinery (Note A10) and is led up to huge hoppers placed well above the firing-floor level, the coal being supplied to the nozzle through a worm conveyor connecting with the delivery of the hopper. Inside the kiln it is conjectured that a temperature of 3000 deg. Fah. is attained (Note A11). The slurry as it enters the top end gradually gets dried, then heated, and before it gets to the bottom end has been, so it is stated, thoroughly burnt, the time of its passage being some 2½ hours. Our representative saw several of these kilns at work (Note A12). The burnt clinker falls into brick-lined revolving cylinders, through which it gradually passes to ground level, meeting on its way a crusher cooled by a jet of water (Note A13), so that it comes out of the cylinders practically cold, and of a remarkably uniform black colour.
We understand that the working of these kilns has given every satisfaction so far, both as regards cost and also as to the quality of the final cement produced. The tests obtained are stated to be phenomenal.
The clinker, whether produced in the chamber or rotary kilns, is first of all carefully picked and is then crushed. It is then elevated to the top floor of a building which contains in all seven ball and tube mills. Gradually as it descends the cement is ground to the desired fineness, till at length it is finished and is conveyed to the storage bins, which, we were told, were of a total capacity of upwards of 10,000 tons, divided into bins of 160 tons each. Extensive use is made throughout the works of band conveyors, which are put in wherever possible. By an ingenious device one moving band can be made to deliver into any desired bin by means of a specially constructed moveable carriage. Before it leaves the works the cement passes through an automatic weighing and sack-filling machine.
Practically everything, saving the main shafting, is driven electrically. The main machinery consists of eight Davey-Paxman economic boilers of 300 horse-power each. There is a fine horizontal cross-compound engine made by Hick, Hargreaves and Co., Limited, of 1113 indicated horse-power, which drives through gearing on to the main shaft. Subsidiary shafts are driven from this by ropes. Another compound engine by Davey, Paxman and Co., Limited, of 400 horse-power, drives shafting by means of ropes. There are two sets of double air compressors by Walker Brothers, of Wigan, these being for the air jets of the rotary kilns and for other purposes. For lighting and power there is a combined Willans-Electric Construction Company engine and dynamo, the latter delivering 585 amperes at 510 volts when running at 320 revolutions per minute. Tramways run everywhere, and evidently great pains have been taken to so design the works that there may be a minimum of handling of the material, both raw and finished, and there seems every reason to suppose that cement should be produced at these works both economically and well.
The following is a transcript of an article by Bertram Blount that appeared as a publicity handout for the inauguration of Kiln 9 - then Britain's biggest kiln. It is believed to be out of copyright. It describes the Wouldham plant in April, 1912.
Wouldham Cement Works
The Wouldham Cement Company, Limited, established in 1855, whose well-known "Red Cross" brand of cement has a world-wide clientele, has now one of the largest works in the British Isles. The works to be visited are on the north bank of the Thames. They have an output of 4,000 tons per week, or 200,000 tons, equal to 1,200,000 barrels per annum.
Portland cement was the name given by Joseph Aspdin from its similitude in colour to Portland stone. It is manufactured by intimately mixing together calcareous and argillaceous materials, burning them at a clinkering temperature and grinding the resulting clinkers.
Base Materials
The raw materials used on these works are white chalk, of which the company seems to have an almost unlimited supply in their quarry adjoining the works, and clay or alluvial mud obtained from the Medway Valley. The chalk is quarried by hand labour and "milled" so as to fall into wagons (Note B1). These wagons when filled are taken to the washmills.
The clay, which arrives alongside the works in barges, is discharged by means of mechanical grabs into similar wagons to those used for the conveyance of the chalk. These wagons of chalk and clay are carefully weighed before being taken to the wash mills, where a thorough intermixing in the proportions desired is carried out. This work is done in circular washmills, in which heavily-weighted harrows revolve.
The raw materials are tipped from the wagons into the mills, sufficient water being added to assist the mixing process, which is continued through a series of mills and mixers with graded screens and sieves (Note B2) until the slurry is fine enough for calcination.
Extreme fineness in the mixture is essential, and as practically the whole of it will pass through a 180 by 180 or 32,400 holes per inch sieve, it will be realised that every care is expended by the Wouldham Company in this part of the process.
The chemist is also in continuous attendance controlling and determining the exact proportions required of the different materials.
Slurry Storage Tanks
The slurry is now pumped into storage tanks. For this purpose two sets of three-throw plunger pumps are used. These tanks are four in number, and have a total storage capacity sufficient to maintain the continuous working of the rotatory kilns during week-ends and inclement weather or such times as the chalk or clay supplies are temporarily suspended. To prevent any settlement of the fine particles of chalk and clay in suspension in the slurry a very ingenious form of "stirrer" has been installed (Note B3).
On a central pillar a lattice girder is fixed which can revolve on a roller bearing. On this lattice girder, which is driven by an electric motor, are four vertical harrow frames suspended from the lattice girder which revolve by means of crown and pinion wheels. The motion of these harrow frames whilst stirring the slurry act as propelling agents, and cause the lattice girder to circulate on the central pillar, so operating over the whole area of the tank.
Slurry pumps are again used to lift the slurry from these tanks as required to the back or inlet end of the rotatory kilns in which the calcination takes place.
Calcining
The Wouldham Company's plant for this part of the process is of the best and most up-to-date procurable. A large number of intermittent stationary kilns have been entirely discarded (Note B4) in favour of the rotatory kilns. A patent was first taken out for this type of kiln by Mr. E. Ransome in 1885, but they were not in use in this country till 1901, when two companies, of which the Wouldham Co. was one, first installed batteries to manufacture by this process (Note B5).
Enormous developments have taken place of recent years in this part of the cement-making process. Rule-of-thumb methods have been entirely displaced for mechanical and chemical precision and exactitude. Complete control of the rate of slurry feed to kiln in conjunction with that of fuel, temperature, draught in the clinkering zone, all tend to perfect and even calcining.
The kilns consist of revolving steel cylinders fixed at a slight incline, and lined throughout with fire-resisting material. The slurry or cement-making material is continually fed through a pipe into the upper end of the kiln, the fuel used being very finely ground coal, introduced by means of special mechanism and air jet from a blast fan.
The fine coal is ignited, and a very high temperature is obtained at the lower end of the kiln. As the kiln revolves the slurry gradually descends to the lower end and through the zone of heat generated by the combustion of the finely-ground coal. Water present in the slurry evaporates, the material becomes heated to redness, and soon afterwards losing its carbonic acid, and then disintegrating into a large number of small round lumps, which passing through the burning zone are exposed to the very high temperature existing there, and after complete calcination is delivered on the outlet of the kiln into a rotating cooling cylinder, from which it is conveyed by means of a mechanical tray conveyor to the grinding mills.
Kiln Plant
The whole plant is electrically driven, and the calcination is under the complete control of the burners. Special devices for the regulation of the slurry feeds, amount of coal and air supplied to the kilns and the dampers of the chimney shafts for the waste gases have had most careful attention. Each kiln is connected with a separate chimney shaft, varying in size according to the size of the kiln. In the largest kiln special water-cooled bearings have been installed, thus mitigating any possibility of overheating and attendant troubles in the runnings.
The coal drying and grinding plants are of necessity very extensive. A good quality coal has to be crushed and dried down to about 1 per cent. of moisture, and finally ground in Kominor and tube mills to an extremely fine powder. This is elevated to the hoppers and fed by means of screw feeds to the air blast.
Cold air, forced through the kiln cooler absorbs a considerable quantity of the heat units of the hot clinker, is passed from the cooler into ducts, and is used for drying the coal to the requisite degree of dryness, the surplus being forced into the kiln for the purpose of combustion (Note B6).
Grinding
The final stage in the process of manufacture is the grinding of the clinker to impalpable powder. Opinion seems unanimous on the point that the more finely ground the cement the better the quality. Broadly, assuming the previous stages of manufacture have been properly carried out, it is correct; but it should be borne in mind, however, that in allowing certain degrees of fineness it is most desirable to have as large a percentage of flour as is possible in the finished product.
The British standard specification, as revised in 1907, allows 18 per cent. residue on a 180-mesh sieve, and 3 per cent. on a 76-mesh sieve. Many well-known brands of cement will be found to be considerably under this specified allowance.
Methods of grinding have considerably changed during the past ten years. In the early days of the industry the preliminary crushing was done by means of stone crushers, and the resulting product finished by French Burr millstones or edge runners. Pendulum roller mills have also been used, but in the most up-to-date and better-equipped works of to-day the preliminary grinding is carried out by the ball mill, and the resulting coarsely-ground material is then conducted to the tube mill, which completes the fine grinding process prior to its conveyance to the warehouse and storage bins.
Grinding Plant
In their grinding plant the company, as in its rotatory kiln plant, have adopted, and are still installing, only the most efficient and up-to-date machinery. Generally the mills are all of the ball and tube mill type. The mills are of heavy calibre throughout, specially adapted for fine grinding and capable of complying with the most stringent specifications in this respect. Each unit is driven electrically.
The finished cement is conveyed to the warehouse by belts or band conveyors, from which it is shot into any desired bin.
Storage Warehouse
The storage warehouse, a very fine example of ferro-concrete construction, is situated on the river side, and has a storage capacity of 35,000 tons, which is divided into bins of 500 tons capacity each. A covered-in loading platform gives excellent facilities for the casking of cement before stowing into steamer, craft, or barges. It is also specially adaptable for loading trucks.
For export trade the bulk of the cement is shipped in casks (capable of holding 375lbs.) made from fir staves and bound with four steel hoops.
Cooperage
The company have their own cooperage plant, where the casks are manufactured from staves as shipped from the Baltic ports. Machines for jointing, tongue and grooving, crozing, printing, and trussing staves into casks, and also for the manufacture of riveted steel hoops, have been installed (see article).
The casks produced from these machines show great advantages over the old handmade patterns.
Power Plant
The power plant for so large a factory is of necessity very extensive. Electrification wherever possible has enabled the company to bring all the generating units to one station. The power house includes the following principal generating units:—
Compound reciprocating engines, fitted with Corliss and drop valve gear, high speed triple expansion units, mixed pressure turbine and generators.
A battery of tubular economic boilers, working at 160lbs. per square inch pressure, is responsible for the steam for the above units.
Direct current generators and motors are in use throughout the whole of the works at the voltage of 500.
It may here be mentioned that mechanical and electrical power and devices have been installed throughout the works with a view to economising labour and making the process of manufacture as continuous as possible. As a result no hand labour is required in the actual handling of the material during process between the time of first tipping the raw materials into the mixer mills and the packing of the finished cement into either casks or bags for export to customers.
Testing Laboratory
The testing and examination of the raw materials and of the cement, both during its process of manufacture and the finished article, is carried out by a staff of specially trained chemists and assistants, whose duty it is to determine the exact proportions used, firstly of the raw materials, and to keep careful records and observations throughout the whole of the process.
Chemical and microscopical examinations, physical and mechanical tests quite unthought of by the general user, are daily and hourly applied to eliminate all possibility of the standard and desired properties of the cement fluctuating, and especially to make deterioration in quality absolutely impossible.
Cement has now to comply with many and varied specifications, each requiring a special course of manufacture. In the old days this product was largely the product of rule-of-thumb methods, but it has now become one of the world's biggest and most important industries. Works of this magnitude of necessity require well-equipped repair shops for the large amount of machinery in use. Excellent machine, blacksmiths' and carpenters' shops on the works enable the company with the aid of a trained staff to not only do most of their own repairs, but much of the engineering work incidental to the large amount of construction work in installing the new plants they have from time to time erected.
Offices
The offices, built entirely of crushed flints obtained from the chalk, and the company's own cement, are an excellent example of a concrete building.
The 1902 article above, states that the six original rotary kilns at Wouldham were 70 ft long and 5 ft in diameter. Descriptions of the kilns in the 1920s, including the BPCM 1924 schedule, say that they were 100 ft long and 6' 4" (or 6'5") diameter, four of them (from photographic evidence, Nos 1, 2, 5 & 6) having enlarged burning zones of 8 ft diameter. It is clear that, as at Swanscombe and Bevans, the kilns first installed were lengthened when the cooler arrangement was changed. However, the other plants kept their original diameters (given as 6'5"). In Wouldham's case, the change of diameter presents a puzzle: there is no part of the lengthened kilns that could make use of 5 ft sections. It was because of this that I assumed for a long time that the original, small kilns had been completely replaced.
However, it now (2023) appears that this assumption was wrong. A number of snippets of information have emerged leading to the conclusion that, although many modifications took place, modifications were progressive and did not involve complete replacement. New information includes:
Photography showing that the original coolers were identical to those at Swanscombe, and were still in place on 13/11/1906.
Photography showing the installation of kiln 1 enlarged burning zone on 07/08/1908.
A report of 30/12/1909 showing that kilns 1-4 were as described in the 1920s, while kilns 5 & 6 still lacked their enlarged burning zones.
Capital expenditure proposals for the kiln 9 project, dated 22/08/1910, including a sum about a third of the cost of the new kiln for "improving old rotaries".
Production data showing a steady improvement of kiln run times and production rates up to 33 t/d in 1906 (before lengthening), well in excess of the 24 t/d commonly quoted, and much more than could have been achieved by a 5 ft kiln.
Production logs showing protracted stops of all rotaries during 04/08/1907 to 03/10/1907, and 31/05/1908 to 20/08/1908.
This information shifts the balance of probabilities to the point that the dimensions stated in the Engineer article must be assumed to be incorrect. The inference is that the kilns commissioned in 1901 were identical to those installed a few months earlier at Swanscombe, with shell of 6'5" OD. The original Swanscombe coolers were replaced, and the kilns were extended to 100 ft in April-June 1906, and a similar operation presumably took place at Wouldham during the stop of August-October 1907. The further extension of the kilns to 130 ft, as at Swanscombe, was pre-empted by Wouldham's decision to install kilns 7 & 8. Enlarged burning zones were added to kilns 1 & 2 during the 1908 stoppage, and to 5 & 6 some time in 1911.
Picture: Picture ex Thurrock Archive, courtesy of Chris Down. This view from the southwest (from the chamber kiln fuelling stage) shows the original Hurry & Seaman-style two-stage coolers, identical to those originally installed at Swanscombe. A small brick-lined cooler (3 ft OD) produces hot secondary air for the kiln, and discharges into a crusher with water sprays. A second cooler of 5 ft OD completes the process, venting steam to atmosphere. These were replaced with a conventional rotary cooler, but not at this stage: production data shows that the kilns were in more-or-less full production during November 1906: a major stoppage that took place 04/08/1907 to 03/10/1907 is the most likely time.
Picture: Picture ex Thurrock Archive, courtesy of Chris Down. This view from the northwest shows the enlarged flanged burning zone for either kiln 1 or kiln 2 being hauled into the space between the two kilns. The 8 ft diameter dimensions are easily confirmed. The style of construction is that of Fellner & Ziegler, who were still supplying kilns to the UK at the time. All rotary kilns were stopped from 31/05/1908 to 20/08/1908.
These findings have led to a very substantial re-write of the Wouldham page. The production data show that, although the plant was highly committed to rotary kiln production, the progress with displacement of the static kiln process was long and fitful.
The Pearson Archive (folder 70/3) contains an estimate of capital expenditure for the installation of kiln 9 and associated raw- and finish-plant, dated 22/08/1910. This was approved just before the takeover by BPCM. It gives a flavour of the sums involved in commencing the project to install what was at the time Britain's biggest kiln. It is interesting to note that an identical kiln was ordered for Penarth shortly afterwards - Penarth having also just joined BPCM.
Note: £1 (1910) = £145 (2023)
Kiln, cooler, coal plant
8800
Freight: steamer to works
150
Foundations below ground
1500
Foundations above ground
1500
Chimney: size not known
750
Erection of Kiln & Coal Plant
1000
Kiln House
1800
Conveyors
400
Girders in floors etc.: coal and firing platforms
500
Lining of Kiln
500
Transmissions
400
Sundries
200
Total
17500
Motors & Cables
1000
New Slurry Tanks & Pumps
3000
Recasting existing slurry mains from washmills to storage tanks:
280 yards taking up, removing and re-laying flange pipes and bolts
56
Crossing chalk running road
10
Total
66
Power House
7500
Boiler House
2000
Economiser
820
Circulators
660
Steam mains
500
Southeastern Water supply
160
Feed mains & pumps
650
Altering water tank
175
Altering drainage pump making into electrical drive, including motor foundations, cutting away old foundations, etc., making good
Early rotary kilns had no equipment for control of dust emission. They represented a massive increase in air pollution compared with the static kilns that had preceded them. The latter attracted complaints mainly because of the dense clouds of fumes emitted during the early part of the burning process. These comprised the products of low temperature combustion of organic materials in the rawmix (as is familiar when damp vegetation is burned), plus variable amounts of sulfur dioxide and hydrogen sulfide. Because of the low gas velocities involved, very little dust was emitted.
Rotary kilns, by contrast, emitted dust in volcanic quantities. The early kilns were short (length/diameter ratio typically 13), connected directly to a short steel stack. Draught was provided solely by stack suction, so exhaust gas temperatures had to be kept hot (typically 500-700°C) to keep the kiln going, and inevitably a proportion of the kiln feed was blown out. Combustion control was a major challenge because of the vagaries of fuel feed rate, besides which, complete burn-out of the fuel was not always possible in the short kiln, so that the dust plume was often black. Black smoke was even more prevalent if the kiln was cold, as in light-up conditions, and in the early history of rotary kilns, when very short run-times were normal, light-ups were very frequent. It is because of all these factors that, wherever rotary kilns were first installed, angry complaints immediately ensued.
In the instance of Wouldham, the very protracted accounts of the "black smoke nuisance" provide tangentially a great deal of valuable evidence about the details of the very intermittent operation of the plant in the early years. See a similar account for Lyme Regis. The long saga shows the battle between the relatively new phenomenon of democratic local government and the plutocratic Pearson company - a battle in which Pearson's (needless to say) gained a Pyrrhic victory.
The original six Wouldham rotary kilns commenced operation in late 1901. In August 1902, proceedings of a meeting of the Orsett Rural District Council (Note C01) were reported, from which it is clear that the emission of black smoke had already been a local annoyance for at least six months. The rotary kilns had been stopped for modifications from March to June, but evidently the smoke was no better when they re-lit.
From: Southend Standard and Essex Weekly Advertiser - Thursday 21 August 1902
THE BLACK SMOKE NUISANCE
The (West Thurrock) Parish Council wrote (to Orsett RDC) pointing out that the nuisance arising from the black smoke issuing from the Wouldham Cement Company's chimneys was as bad as ever. It was only at intervals that the nuisance was abated.
Mr Stewart mentioned that a gentleman who was collecting rates for Mr Sackett was willing to tell the Board something of the condition in which he found about 30 houses near the works.
Mr Albert Smith (Note C02): Have we not had sufficient intelligence to tell us that the smoke is not abated? They are people who do not intend to abate it.
The Chairman: I move that a summons be issued.
Mr Smith: We don't want outsiders to come and tell us when our own officials have been there and seen it.
Mr Cole (Note C03): Are the Wouldham Cement Company the worst?
Mr Smith: They send out double the smoke that others do. He added that he had shown it to one of the officials when it was at its worst so they could not plead ignorance.
Mr Eve (Note C04) said he was willing to swear that on the 31st of last month, as he was driving to the committee meeting, he saw two of the chimneys—there were five in a line—sending out the blackest smoke he had ever seen in his life and it was the same when he came back.
Mr Squier (Note C05) said they had sufficient evidence but he thought they ought to write to the Company and warn them.
The Chairman: The time has gone by for correspondence.
Mr Squier: Well, let them know.
Mr Smith: They promised to amend it in six months.
The Clerk did not think that was the case. They said as soon as possible.
The Chairman thought a civil letter would, no doubt, produce a civil but evasive reply; he would, therefore, move that the Clerk be instructed to take proceedings to compel the Company to abate the nuisance.
The outcome of this is unclear; the plant had continued in action, and evidently the local population had come to the conclusion that the local councils had given up on trying to deal with the situation. The most intense complaints emanate from South Stifford, just northeast of the plant. The Wouldham company (unlike Swanscombe, etc.) had no tied housing, and the South Stifford houses were owner-occupied. Two parties were emerging: those who were Wouldham employees, and those who were not.
From: Grays & Tilbury Gazette, and Southend Telegraph: Saturday 31 January 1903
A FEARSOME DEPUTATION
FOUR ANGRY LADIES STIR UP THE COUNCIL
WEIGHTY WOULDHAM SMOKE
Mr Tweedy Smith (Note C07) mentioned that there were four ladies waiting to see the Council.
Mr A. Smith: Do they all come in at once? (Laughter.) (Note C09)
The fears of the Council having been calmed, Mrs H. Dines, Mrs J. Dines, and two other ladies from South Stifford entered the room. Mrs H. Dines advanced to the table and laid thereon a brown paper parcel, containing a sample of what she collected every day from her windows, doors, and furniture. She added: I’ve nothing to say against Gibbs’ or Brooks’, or the old Robinson works; it’s those half a dozen Yankee patent kilns (Note C10).
Mr Cole, after examining the paper, which contained a large quantity of gunpowder-like substance: What, you say you get that off your windows?
Mrs H. Dines: Yes, we do.
Mr Cole: What, as dirty as that? Go on with you. (Laughter.)
Mrs Dines: As dirty as that, indeed? Do you live in the country or where do you live? (Loud laughter.) You can come and look at my house. any of you.
Mr Morley Hill (after poking the black stuff with his finger); How long did you take to collect it?
Mr A. Smith: Make all your windows clean and next day you will have as much as that on them.
Mr Cole: Do you mean to tell me that is off your windows?
Mrs Dines: I will take my solemn oath on it. It's a shame it should allowed. You should just see my washing when it’s been hung out and the smell is awful.
Mr A. Smith said they were all cognizant of the damage and suffering these people had to undergo. This was really and truly the substance those people had to breathe and it came from those six chimneys of the Wouldham Cement Company only. It meant that these people had to renew their furniture every two or three years. Could they wonder if in their old age they came to the Union (Note C11) for relief when their little savings had to go in this way? It was only for the want of houses in another locality or these houses would be all empty.
Mrs Dines: Yes, I have stood and cried over my furniture. It’s us women that have to breathe it all in, and it’s terrible for your lungs. We said we would come up here because our husbands don't work for the Wouldham or else they would have got the sack. But I don’t care, I’ll say just what we have to go through.
The ladies having retired, Mrs Brooks (Note C12) said many of these people had bought their houses as their way of investing their savings. The Wouldham Cement Company had come to them, not they to the Wouldham (Note C13).
The chairman said the practical way of dealing with this matter would be for the Medical Officer and Sanitary Inspector to make it their business to give the Council a detailed report, and if their report warranted proceedings then it was their duty to take them.
Mr Kemp Smith (Note C14) said he believed they could manufacture cement very much cheaper under this new process, and it was being allowed on the other side of the river (Note C15).
Mr Catton; Why there is no complaint on the other side of the river is because the houses belong to the Company and there is no one to complain.—The Chairman's suggestion was adopted.
From "the other side of the river" came a slightly different and more facetious account of the same meeting.
From: Gravesend & Northfleet Standard: Saturday 7 February 1903
A LADIES' DEPUTATION
"You should just see my washing."
At the last meeting of the Orsett Rural District Council, Mr B. H. L. Williams (Note C16) in the chair, Mr Tweedy-Smith mentioned that there was a deputation of four ladies from South Stifford waiting to see the Council.
Mr Morley Hill : Oh, I say (laughter).
Mr A. Smith: It will be lengthy; I know one of them (laughter).
The four ladies having been admitted, Mrs H. Dines laid on the table a paper parcel, containing a large quantity of black gun-powder-like substance. (The members cast glances rather uneasily).
"That," she said, "is what I get on my doors and windows every day. It comes from those half-a-dozen Yankee patent kilns belonging to the Wouldham Cement Company."
Mr Cole (a farmer): What, you say you got that off your windows?
Mrs Dine: Yes, I did.
Mr Cole: What, as black as that? Go on with you (laughter).
Mrs Dines: As dirty as that indeed! Do you live in the country, or where do you live? (loud laughter). You can come and look at my house and see for yourself.
Mr A. Smith: It is quite right. Make all your windows clean, and next day you will have as much as that on them.
Mr Cole was still sceptical.
Mrs Dines continued: I'll take my solemn oath on it. It's a shame it should be allowed. You should just see my washing when it's been hung out (laughter).
Mr Smith said this was really and truly the substance these people had to breathe, and it all came from those six low chimneys of the Wouldham Cement Company, and not from any of the others.
Mrs Dines: Yes, I have stood end cried over my furniture. It's us women that have to breathe it all the time, and it's terrible for your lungs. We said we would come up here, because our husbands don't work for the Wouldham. If they did they would get the sack. But I don't care. I'll say just what we have to go through.
Mr Brooks (Note C17) said many of the people had bought their houses as their way of investing their savings. The Wouldham Cement Company had come to them, not they to the Wouldham.
Mr Kemp-Smith said he believed they could manufacture cement very much cheaper under this new process, and it was being allowed on the other side of the river.
Mr Catton: Yes, because all the houses there belong to the company, and so there is no one to complain.
The Chairman suggested that the medical officer and sanitary inspector should inspect, and if their report warranted proceedings against the Wouldham, then he thought it was their duty to take them.
This suggestion was adopted.
During the next two weeks, the council's communication with the cement plant had produced results. We begin to see that, in addition to their technical problems, Wouldham Cement were suffering from the lack of a Public Relations department.
From: Grays & Tilbury Gazette, and Southend Telegraph: Saturday 14 February 1903
WOULDHAM v. WOMAN
RESULT OF THE SMOKE DEPUTATION
THE COMPANY’S POINT VIEW
At a recent meeting of the Orsett Rural District Council three ladies from South Stifford attended in reference to the Wouldham Cement Works, and, by virtue of womanly eloquence and a bag of solid smoke, induced that body to instruct their officials to report, practically, whether an action would lie. Hearing that some the kilns had been shut down and a large number of men paid off, our representative sought an interview with the Manager of the Wouldham Cement Company, Mr W. Fennell (Note C18). By him he was informed that it was a fact that four of the six kilns, about which complaint was made, had been shut down and over 100 men paid off.
On our mentioning the circumstance of the Women's Deputation, Mr Fennell said it was a ridiculous thing to quarrel with their bread and butter, and the Wouldham Directors were seriously annoyed.
But the dismissal of the men is not due to that circumstance, is it?
Well, I would not say that it is not.
Is it not true, then, that chimneys have merely been stopped to remedy the nuisance complained of by introducing oil (Note C19) or in some other way?
There is no more nuisance than there is at other works, and we have been using oil for a considerable time past.
The stuff that the women produced at Orsett was certainly alarming?
The oil which has been supplied for use as fuel was too thick, that is the viscous quality was too low, and for a week we had to use coal while we raised the viscous power of the oil.
And it was that week which the women seized?
Yes.
Is it probable that the kilns will start again?
Not if there is any bother.
Mr Fennell added that there was a Directors’ meeting that week and the question might then be decided.
Our representative saw the Manager again after the Directors’ meeting and was informed that no definite steps had been decided upon, except that for a time the kilns would kept shut down.
For any definite period?
It may be a long time or it may be only a few days.
What circumstances will determine that period?
Well, my directors are very much annoyed at the interference, as they have spent no less than £3,000 in coping with the smoke.
In putting oil instead of coal?
Yes, and in experiments. They had succeeded in doing away with the black smoke and it is annoying, you must admit.
In conversation with another gentleman (Note C20) interested in the Wouldham Works, our representative heard another theory. This gentleman said that with the strong winds which had been blowing lately, the thick of the smoke from the rotary kilns—alias "Yankee patents”—was carried far past the houses. The same wind, however, brought the thick black smoke from the works on the other side of the river. In crossing the river it lost its lift and settled down upon the houses on this side of the river. "And,” he added, “it is black smoke if you like. Except for the week when we had to use coal owing to exceptional circumstances, we have, for the last few months, only used oil, and our smoke has been quite white in consequence.”
We were also informed that certain alterations have been made to the rotary kilns, such as nozzles, etc. (Note C21), and that in all probability the four kilns will, in a week or two, be at work again.
A WORKMAN’S OPINION
Our representative was also fortunate enough to find one of the men who had recently been discharged. There were peculiar circumstances about his case, which, perhaps, added weight to his invective. At any rate, we do not care to print exactly what he said. It was, however—milder adjectives having been substituted—to this effect. What I think about it? Well, I wish those women would mind their own business instead of running about doing the mischief they have. What do I care about a bit of smoke? Don’t I earn my living out of it, and hundreds more like me? And there’s some old meddling busybodies on that Council that make their living out of it indirectly as well. They ought to have had more sense than interfere—I wish the lot them were—somewhere else.
But if it can be amended at a moderate outlay?
Where will my kids get bread from till I get work? I’ve lived through 40 years of it and it hasn’t hurt me. I can tell you what every man’ll say that got the sack last week.
What’s that?
Why, if some people would mind their own business it would be a sight better for us.
Our last informant had not long brought his family and furniture to the neighbourhood, having obtained what he considered steady work. His bitterness, therefore was caused by more than smoke.
(and in an editorial:) When the women went to Orsett Rural Council with a sample of what was alleged to be the Wouldham Cement Company’s solid smoke, the impulse which made them go was a very strong one, for it must be presumed that they would not take the long journey from South Stifford to Orsett without feeling deeply what they considered to be an injustice and a wrong. The Directors, however, have answered the appeal of the women with an order to close certain of the kilns; thereby depriving some hundred men of their employment. The women went over to Orsett consumed with indignation, and it would seem that the Directors have retaliated with a like anger—hence the closing order.
My view is that the matter could be accommodated if there were reasonable feeling on both sides. Women will not stand idly by and see their dearly-bought furniture and house linen spoilt, and, on the other hand, if the men wish to retain employment the Directors must keep the kilns at work. Surely science and inventive genius are not incapable of making the smoke less offensive. If this can done, the women naturally will not quarrel with their bread and butter.
Seven weeks later, the kilns had evidently re-started, and there had been no improvement.
From: Grays & Tilbury Gazette, and Southend Telegraph - Saturday 04 April 1903
(At Stifford annual parish meeting) South Stifford residents once more ventilated their grievance about the Wouldham Cement Company's rotary kiln smoke, and declared that life in South Stifford was rendered quite unendurable thereby. The meeting decided that the attention of the Rural District Council should again be called to the matter and that they be urged to take steps to abate the nuisance.
After five months during which there had been exchanges between the RDC and the cement company, a letter from the latter was discussed at the Council meeting. Every time the council threatens action, the company respond saying "just let us try one more thing" and the council relents "for the time being".
From: Grays & Tilbury Gazette, and Southend Telegraph: Saturday 12 September 1903
WOULDHAM COMPANY’S SMOKE
A letter was read from the Wouldham Cement Company, Grays, stating that they were taking steps to do away with the smoke trouble. The arrangements they had been making had not been satisfactory, and they were proceeding further, and believed that in another week or so the smoke nuisance would be abated.—The question was discussed in committee.
and eight weeks later, the Council give every indication of stirring from their usual torpor.
From: Grays & Tilbury Gazette, and Southend Telegraph: Saturday 07 November 1903
ALLEGED BLACK SMOKE NUISANCE
The Sanitary Inspector reported that nothing had apparently been done to abate the alleged nuisance caused by the black smoke from Wouldham Cement Works.—The matter was discussed in committee, and it was agreed that unless the firm gave an assurance that something was being done, the Council would take proceedings at once.
A further four months later, the RDC appears to have finally issued a notice to take action. We begin to understand the state of affairs at the cement plant. Wouldham was having trouble selling cement at the time, and the plant needed to stop production. They would, as was usual at the time, simply dismiss almost their entire workforce. They now had a golden opportunity to make the local council take the blame for this action. Furthermore, they were well aware that in 1904, council elections were due. A disaffected workforce could be relied upon to get rid of the troublemakers on the council.
Chelmsford Chronicle: Friday 11 March 1904
SMOKE OR NO WORK
The inhabitants of South Stifford have often grumbled about the smoke belched upon their houses by the rotary kilns of the Wouldham Cement Works. On one occasion a deputation of ladies waited upon the Orsett Rural District Council with a specimen of what was termed "solid smoke" which they had collected from the windows. The Company, to tell the truth, have spent much money in trying meet objections that have been made, but some objectors seem to be still dissatisfied. The Orsett Council decided the other day to take out a summons against the Company, but on the announcement of this intention, the Company issued a counterblast to the effect that they will close the works if they are interfered with. In consequence of a petition from the workmen the action of the Council is held in abeyance, and the two bodies are watching each other anxiously. It is stated that the Company are trying a new system of firing which it is hoped will avert the alleged nuisance. Five hundred workmen hope it will be successful.
More locally, the sabre rattling is getting louder. At the Stifford parish meeting, councillors are starting to say the unsayable: that the councils are being used by APCM as a weapon against their competitor. The mild-mannered Quaker Liberal Brooks family, who have had a dominant role in local politics, find themselves under attack from the thuggish forces of working class Toryism.
From: Grays & Tilbury Gazette, and Southend Telegraph - Saturday 12 March 1904
WOULDHAM CEMENT WORKS AND THE ALLEGED SMOKE NUISANCE
The decision of the Orsett Rural District Council to take proceedings against the Wouldham Cement Works for the alleged nuisance caused by the black smoke from their rotary kilns has been the subject of considerable comment in the district. A rumour gained currency during the past week that, in consequence of the action of Council, the Company had closed down the whole of their works. On enquiring at the offices of the Company, however, our representative was informed that up to the present no summons had been issued, and nothing was really officially known respecting the intentions of the council. Notices had been posted in the works intimating that they might be closed at any time, and this may be the course taken by the Company immediately upon the receipt of the summons from the Council. As to the future, nothing definite can be stated.
It. would appear from the report below that the summons is not the only cause of the stoppage. Other reasons given are overproduction of cement and repairs to apparatus.
LIVELY DISCUSSION AT STIFFORD PARISH MEETING
At the annual Parish Meeting, held at the Board Schools, Stifford, on Monday evening, the Chairman (Mr Herbert E. Brooks - Note C22), after the conclusion of the election of the new Parish Council, made some remarks concerning the work of the Council during the past three years, pointing out that its duties had been largely confined to acting as the mouthpiece of the inhabitants, when complaints were necessary. In this way they had frequently, and with some effect, urged, both upon the County and District authorities, the need of attention to the roads within the parish. They had also been the recipients of complaints concerning the Wouldham smoke nuisance, and had on many occasions pressed the matter upon the attention of the Rural District Council. Having regard to what had happened during the past few days, he should like to say something on that subject. They all knew that at the meeting of the Orsett Rural Council about ten days previously, it had been decided to issue a summons, but he happened to know that the Clerk had not acted upon that decision, and that no summons had been applied for. Yet the management had posted notices in the works saying that, in consequence of the action of the Rural District Council, they were obliged to close the works, and this notice was followed up by the dismissal of the men, with the evident object of bringing pressure to bear upon the Council. He wished to point out that when this step was taken by the management, no summons had been taken out, consequently that no action had been taken against them, and, moreover, it was a matter of common knowledge (Note C23) that the warehouses were full and that the greatest difficulty was being experienced in keeping the works going. It was quite clear that the management were glad of an excuse to shut down the works and stop production, and under these circumstances, it was dishonest to put forward such an excuse, and to endeavour to stir up ill-feeling towards relatives of his (the Chairman’s), who had urged the Council to move in the matter. The obvious intention of the management was to make their workmen think that they were turned off, and were losing their bread and butter in consequence of something done by his sister-in-law. The object of such action was perfectly clear. The Wouldham people wanted to excite ill-feeling against Mrs Alfred Brooks, and prevent her re-election as a District Councillor. He was not surprised that the workmen should have been led astray by them, and it was a fact that she had been warned not to go near them, as they would make it hot for her. It was quite likely that the Company's action would lead to her being thrown out at the election. Speaking for himself, he was in no way connected with the Rural District Council, and had had nothing whatever to do with bringing the matter before them, except in passing on the complaints made to the Parish Council from time to time, but he was bound to say that in this matter his sympathies were entirely with the inhabitants of South Stifford, whose comfort had been interfered with, and whose property had been depreciated by the erection of the rotary kilns and the creation of the smoke nuisance. He had been told that a house in South Stifford had been sold at £170, which was similar to another which had fetched £230 before the nuisance began. That showed a loss of £60 on a single house, entirety due to the smoke nuisance, and it was not fair that the owners of the small houses in South Stifford should have their property depreciated in this way, merely because the company did not choose to put up a big chimney (Note C24) and carry the smoke right away. He had particular sympathy for the South Stifford men, because almost every house had been built by working men out of their hard-earned savings. In former years South Stifford was almost the only place where a man could buy a bit of freehold land. The result was that some of the best of the working men, who had saved a little money, bought a plot there, and built a house on it. Sometimes they managed to build more than one, and then had to work hard to clear off what they borrowed to do the job. It was very hard that such men should now find their property spoiled, as it undoubtedly was, and he thought the Company ought to stop the nuisance.
Mr Henchman asked the Chairman what authority he had for saying the Company had put up such notices as he had described.
Mr Brooks replied that he had been told so, whereupon Mr Henchman told the Chairman that he ought to know better than say things like that on mere hearsay.
Mr Bangert, a clerk in the service of the Wouldham Company, rose, and said that the Company had not given any such reason, and also that the Chairman was wrong about the warehouses being so full that they couldn't go on any longer. They had some room left, and could have gone on a bit longer, but the fact was that the washmills broke down and they had to stop because there was no more slurry to feed the rotary kilns. They were also making some alterations to the kilns, and as soon as the repairs were completed, the works would be started again full swing.
Mr Hayden, head foreman at the Wouldham Works, corroborated this.
Mr Henchman asked the Chairman if he wouldn't now withdraw his words about the Company's action being “dishonest”.
Mr Brooks replied that he had no reason to doubt the truth of what had been told him at first, but if Mr Bangert said that the notices had not put the responsibility for the stoppage upon the District Council, he would, of course, withdraw the word “dishonest”, but at the same time he must point out that somebody was going about putting that construction on the matter, and it was only right that the men should know what had just been said by the Wouldham Company's representatives, viz. that the stoppage had not been caused by the District Council or by his sister-in-law. but was due entirely to the breakdown of the washmill plant and that it would soon be all right again, and that the men would then come back to work again. He thought the discussion had served a useful purpose in bringing that out.
After some interruption, a copy of a contemporary was handed the Chairman, and he was shown the article which appeared in it, and the copy of the notice issued by the Company, which ran as follows:
"The Directors regret that, in consequence of the decision of the Orsett Rural District Council, they are to obliged to close part the Works for the present, many hands, therefore, being thrown out of employment during the winter months”.
Rising promptly, and reading this out, the Chairman pointed out that this entirely justified everything he had said. It showed that the Company had taken advantage circumstances to throw odium on the District Council and upon his relatives. They said that it was the fault of the Council, when it was quite clear that the Council’s decision had nothing whatever to do with it. They had all heard from Mr Bangert and Mr Hayden that the real reason of the stoppage was that the washmills had broken down, and that they had no slurry to feed the rotaries with, and also that they were making some alterations to the rotaries, and he, therefore, repeated that it was dishonest on the part of the management to issue such a notice as that.
Mr Tisdell pointed out that the District Council hadn't been in a great hurry. The Company couldn’t say they hadn’t had plenty of notice. When a poor man caused a nuisance he didn't get two years’ notice; he had to stop at once. It was a shame the way the smoke smothered them, and it ought to be stopped. It had taken him twenty years to get his house, and now the Company came along and ruined his little property. They had had two years’ notice, and hadn't done anything, and he didn't think it was right there should be one law for the rich and another for the poor.
Mr Moore, speaking as a resident, said he had known the place for ten years. When he first came, South Stifford used to be looked upon as a nice place. Now it was very different, and nobody knew what it was like unless they had lived there and learnt the feeling of suffocation from the beastly smell of the smoke, which smothered everything.
Mr Bangert said the Company were doing the best they could and spending a lot of money just now to fit new apparatus which was guaranteed to stop the smoke. There would be nothing but a little white smoke. (A voice: That is the worst of the lot.) It wasn't right to say the Company had done nothing. They had been trying all the time to get things right. They had spent thousands in putting down the oil tanks, just to get rid of the smoke, and would have been using oil now if the price had not gone up enormously and made it impossible.
The Chairman replied that he didn’t think the smoke nuisance was the main reason for putting up the oil tanks (Note C25). The Company's chief reason was, no doubt, because they thought oil would be cheaper than coal, and, of course, they had abandoned the system when they found it wasn’t. It wasn’t correct to put that forward as evidence of consideration for the people of South Stifford. (Voices: "Yes, that’s right”, and laughter.)
Mr Hayden asked the Chairman why the Wouldham Company should be interfered with if Chairman’s Company's smoke at Grays wasn't stopped.
The Chairman replied that rotary kiln smoke was a very different thing to the smoke coming from the old chamber kilns, but even if it wasn't, two wrongs didn’t make one right, and if his Company was doing wrong they could proceeded against.
Mr Hayden then said that the move against the Wouldham Company was instigated by the Associated Portland Cement Company.
The Chairman denied this emphatically, and said that, on the contrary, he had been urged by certain colleagues to bring pressure upon some of the men living at South Stifford. and who were employed at the Brooks’ Works, to withdraw from their hostile attitude about the smoke. He had declined to do this, and had got into rather hot water because of his avowed sympathy with the men’s complaints.—After some further discussion, the matter dropped.
At a meeting of West Thurrock Parish Council, Mr A. Stapleton presiding, Mr Foster proposed that the Clerk be instructed to write to the Orsett Rural District Council, and respectfully ask them not to take proceedings at present against the Wouldham Cement Company for the alleged smoke nuisance. If the Council proceeded with their decision to prosecute, the result would be that from 400 to 500 men would be thrown out of work, and would, ultimately, with their wives and children, come upon the rates. He thought he was correct in saying that the Council did not realise the gravity of their action. The Company had spent thousands of pounds in trying to do away with the cause of complaint. It would be a serious thing to throw hundreds of men and boys out of work, and the loss to the district would be something like £1000 a week in wages.—Mr French seconded the proposition, which, after brief discussion, was agreed to.
Shortly afterwards, a brief article appeared in another newspaper mentioning a mysterious "patent process" being installed. I have failed to track down this patent. It may refer to the structure built on the exhaust flue of Kiln 1.
Chelmsford Chronicle: Friday 18 March 1904
THE SMOKE QUESTION
The Wouldham Cement Company are trying on one of their six kilns a patent process for consuming the smoke, and it is believed that this will satisfactorily solve the difficulty.
Two weeks after the Stifford Parish Council meeting reported above, the Orsett Rural District council met to discuss developments.
From: Grays & Tilbury Gazette, and Southend Telegraph: Saturday 26 March 1904
THE ALLEGED NUISANCE FROM THE WOULDHAM WORKS
LIVELY DISCUSSION
At the request of Mr Alfred Brooks, the alleged smoke nuisance from the Wouldham Works was given precedence to the other business.
The Clerk reported on behalf of the special Committee appointed to deal with the alleged smoke nuisance that he had not been able to lay information owing to the Inspector having met with an accident; and, the Company having in the meantime closed part of their works and for the time abated the nuisance, the summons had not been served. The Committee, having before them a petition signed by a number of inhabitants of the district, confirmed the Clerk’s action and recommended that the whole matter be brought before the next meeting of the Council.
Mr Brooks asked if there was any correspondence.
The Clerk said a petition had been received from owners and residents in South Stifford asking the Council to take action with a view to getting the nuisance abated.
The Parish Council of West Thurrock wrote that they had had under consideration the proposed proceedings to be taken against the company by the Council; when it was stated that the former had spent considerable sums of money in trying to remedy the nuisance, that it was to their own interests to remedy it, as it would more profitable to consume the matter which caused the nuisance, and that in the event of proceedings being taken against the company, as contemplated, the works would probably be closed, thereby depriving from 400 to 500 workmen of their present employment. Under those circumstances, the Parish Council respectfully requested that action be deferred for the present as they felt that the company would do all that was possible to remedy the nuisance if further time was given them.
A resolution had also been received, which had been passed at a mass meeting of employees of the Wouldham Works, and was follows:—"That this meeting of employees of the Wouldham Cement Co., Limited, express their confidence in the efforts the Company are making to abate the issue of smoke from the rotary kilns, and views with strong disapproval the action of the Orsett Rural District Council, which will have the effect of throwing several hundred men out of employment. This meeting also hopes that the Council will reconsider its decision in order to avoid the creation of a situation of such extreme gravity.”
Mr Fennell, manager of the works, forwarded a notice which he had received from his Directors to post in the works. In this the directors stated that they regretted that in consequence of the decision of the Rural Council they were obliged to close a part of the works for the present, many hands thereby being thrown out of employment during the winter months.
Mr Fennell also wrote again that having been notified through the Press of the proceedings of the last Council meeting at which the Council decided to take proceedings against the company for alleged smoke nuisance, they were under the necessity of giving all their men a week's notice to terminate their engagements, as they intended to close down the rotary plant complained of, thus throwing some 200 men out of employment. A week, however, having elapsed, and no summons having been served, he trusted that the Council on further consideration had satisfied itself that any threatened proceedings on its part would be without justification, and that to throw so many men out employment on a trivial complaint was a course prejudicial to the interests of the working classes of the neighbourhood. They were, therefore, continuing their rotary plant in full operation from day to day. Should the Council decide to proceed with their threatened summons the works would at once be closed and the men discharged. He awaited an early decision, and would point out that the company could not allow the matter to remain in its present position.
He (the Clerk) had written to Mr Fennell stating that the letters should placed before the Orsett Council at their next meeting together with the petition. In the meantime the Committee dealing with the matter trusted the repeated promises of the firm to abate the nuisance would be carried out.
Mr Fennell then wrote that the company had done, and were still doing, all that could possibly be done with a view to getting over the trouble.
Mr A. Brooks said this was a matter which was, of course, a somewhat difficult one. That they all fully recognised. One could say a great deal upon the somewhat strange position taken by the company, and the attempt to throw blame upon that Council for taking proceedings in a matter which they alleged was of trivial importance. He thought the past action of the Council showed that it had not been in a hurry to proceed, at any rate with any undue haste. Complaints, serious complaints, had been from to time brought to their notice, and he presumed they had found a great difficulty in dealing with the matter. He felt that the Council were entitled to look to him for guidance, as he had more technical knowledge of the subject than any other member of the Council. He was, however, placed in an awkward position (Note C26). Up to recently, his company were large shareholders in the other company. Consequently, when complaints were made to him he had to point out his position. When afterwards that was altered and the arrangements between the companies set aside and his company sold the whole of their undertaking, he was then in a worse position because any action on his part would look like the hostile action of one company against another. In all public matters personal interest and personal feeling should be excluded. (Hear, hear.) It was extremely difficult, therefore, for him to do anything. Then they came to the present position. The action of the company was, he thought, an unwise one. Had the present position continued the coming elections in Stifford and West Thurrock, it appeared, would have had to be fought on the issue as to whether the Council was to do its duty to the inhabitants of the district, who were suffering from an alleged nuisance. It had been stated that the health of the children suffered; there was no doubt that the comfort of all in that district had suffered; the value of property had deteriorated. At the same time the people employed at the works did not wish to be thrown out of employment. Having seen the other day that Sir Weetman Pearson had returned from America, he arranged an interview with him. He pointed out to him that, if the election was fought on the question, it would not settle the matter. They had a perfectly friendly and frank discussion. He felt that a suggestion to call upon the company to proceed to the expenditure of some £1,000 to erect a tall shaft was rather a strong order for that Council to insist upon. His own company were at present having a very tall installation at Northfleet (Note C27), and they hoped to succeed in doing away with any nuisance from the kilns. He, therefore, made a suggestion that the Council should stay its hand pending the result of the work at Northfleet, providing that the company should give an undertaking that if the scheme there were successful the Wouldham Company would proceed on similar lines. After considerable discussion with Sir Weetman and his partners, he got the following document signed by him (Note C28):—
"Having regard to the allegations of the District Council, and without in any way admitting the justice or correctness of its complaint against the Wouldham Company, unless in the meantime they have succeeded by some other method in satisfactorily abating the alleged nuisance, the Company agree to erect a high shaft to carry off the smoke from their rotary kilns when the one now being erected at Northfleet has proved successful, and also they agree meanwhile to do all they can to mitigate the alleged nuisance, particularly when, owing to the direction of the wind and adverse atmospheric conditions, the houses in the immediate neighbourhood might be affected. This Council agrees to accept this solution of the dispute."
This was signed by Sir Weetman for the Wouldham Company and he (Mr Brooks) ventured to ask that the Council accept it as a solution of the dispute for the present.
The Chairman asked what would be the probable limit of time. Would it be twelve months, or six months, or what?
Mr Brooks said they expected to have their scheme in order at Northfleet in about three or four months' time, and after that he anticipated they would see the commencement of the shaft at the Wouldham Works. Of course, those who had any knowledge of engineering would know that this work often took considerable time.
Mr Ridgwell said it would perhaps be ten or twelve months before the work would be commenced.
Mr Brooks said even in that case they had in the meantime an undertaking from the company that they would take special care.
Mr A. Smith said they had certainly been one of the most patient of Councils that any firm could deal with, but after the explicit explanation which they had heard from Mr Brooks, he thought they might give the Company an opportunity of seeing whether the Northfleet scheme would be successful. He endorsed Mr Brooks' idea, and thought that gentleman was entitled to their thanks for what he had done.
The Chairman said he should like to see something more definite.
Father Upton said it was very pleasant to see the two companies in agreement, but he asked who was to decide whether the Northfleet scheme was successful or not? He also asked a question as to Mr Brooks' legal right to propose the resolution, having regard to his lack of attendance at the Council meetings.
Mr Brooks said if he had not been at the Council he had attended the Committee meetings, consequently if his position was affected, his work on the Committees had been wrong also.
Mr Tweedy Smith moved that they accept the undertaking given by the company.
Mr A. Smith seconded, and Father Upton supported.
The Chairman thought that whilst the undertaking was a step in the right direction, it was too general and not sufficiently definite.
Mr Brooks said the Council had not been so anxious to take proceedings till now. (Laughter.)
Mr Ridgwell moved that the matter be left to the Committee previously appointed to deal with it.
After a few general observations, Mr Brooks then altered his resolution to read as follows: —"Relying on Sir W. Pearson's undertaking on behalf of the Wouldham Company to erect a high shaft as soon as the shaft being erected at Northfleet has proved to be a success, and especially on their definite promise to use special care when the weather requires, the Council agrees to take no further action at present." This was seconded by Father Upton, and agreed to.
Another paper gave a short précis of the same meeting, implying that the matter had been resolved.
Essex Weekly News: 1 April 1904
ALLEGED SMOKE NUISANCE
It was reported that, owing to certain circumstances, proceedings had not yet been taken against the Wouldham Cement Company for causing an alleged smoke nuisance.—The Clerk stated that a petition had been received from owners and residents of the parish of South Stifford, complaining of the nuisance and asking the Council to take action in the matter; whilst on the other hand there was letter from the Clerk to the West Thurrock Parish Council, enclosing a resolution passed by that body, in which they stated that, in view of the Company having spent a considerable amount of money in trying to remedy the nuisance, and were still endeavouring to do their best to do so, proceedings should be stayed. He had received a resolution to the same effect passed by a mass meeting of the employees of the Wouldham Cement Company.—Mr Brooks produced an undertaking from the Cement Company to erect a high shaft to carry off the smoke, and in the meantime to do all they could to mitigate the alleged nuisance.—Relying upon this undertaking, the Council resolved to take no further action at present.
However, a few months later, the rotary kilns were all stopped, and that part of the workforce were laid off. Modifications included extending Nos 2-6 stacks by 5 m, removing oil-firing equipment and modifying coal grinding and injection arrangements. The re-start was briefly reported in November.
Essex Newsman: Saturday 12 November 1904
The position of the unemployed is vary acute at Grays. Several large works are running short time, and for three months the Wouldham Cement Works (belonging to a firm of which Sir Weetman Pearson is head), have been almost entirely closed. They have re-opened this week, large repairing operations having been completed, but the prospect of steady work is not promising.
A melancholic post-script followed.
Chelmsford Chronicle: Friday 09 December 1904
ILLNESS LEADS TO BANKRUPTCY
On Wednesday, at Chelmsford Bankruptcy Court, Wm. Fennell, an analytical chemist, living at Loft Hall, Orsett, appeared for his public examination with liabilities amounting to £538 8s. 7d„ and assets nil.
In reply to the official receiver (Mr Cecil Mercer), debtor said: Four years ago I was employed at the Wouldham Cement Works, Grays, at a salary of £180 a year. A month after, this was raised to £200, and in a year and a half I became manager at £600 a year. At the time of receiving the order I was getting £360 a year, the Board of Directors thinking I could serve them better giving up time to technical matters. They appointed a fresh manager.
Mr Mercer: You got an Irishman's rise, as is called? —Yes. Debtor added that the works had now closed down, so that he was out of employment, He heard that practically the whole staff were leaving that day.
The Official Receiver: Is there any arrangement between you and the Company that when the clouds roll by the works will re-open and you will be taken back again? —No.
It was a perfectly bona fide dismissal?—Yes.
I don't suggest the Company took advantage of you, but you were more or less under their control when you had to borrow money from them?—Yes.
Had this anything to do with your dismissal?—I think not the slightest. We parted on friendly terms, and I am still on friendly terms with them.
The arrangement was not at all a collusive one?—Oh, no.
Debtor added: The cause of my insolvency is principally due to the illness of myself and my wife. The illness began in India, when I was engaged as manager at cement works in Madras. I had to send my wife home in charge of an English nurse. Then I was ill, and had to come to England for a rest. My firm paid my passage money each way, and I owe them £227. My wife, who has been ill ever since, died last week.
When he died in 1928, Edmund Wright Brooks left a very substantial estate (by the standards of the time) of £106,000. Weetman Pearson, by contrast, who died in the previous year, left £400 million (£26 billion in 2023 money). During the first decade of the 20th century, the Wouldham Cement Company, if massive capital write-offs are allowed for, consistently made huge losses. Pearson must have breathed a mild sigh of relief when he finally sold it to BPCM in 1911.
NOTES
Note A1. The plant had been acquired in 1898 by Pearson's, who were a civil engineering company, and wanted their own source of cement for several large projects, principal among which was the upgrading of Dover Harbour. The Wouldham Cement Company (1900), Limited, was formed as a Joint Venture between Pearson's and John Bazley White's (and subsequently APCM) whereby the plant was allowed to participate in the purchase of rotary kilns. The company did not join APCM, but was one of those with a formal "working relationship" with the combine. It was finally taken over by BPCM in 1911.
Note A2. Already the folk history of the plant was confused. The plant was 28 years old. This is probably a reference to Robertson's business in Wouldham, Kent, which began in 1863.
Note A3. The sequence of events is somewhat garbled here. The true sequence is given above.
Note A4. This stoppage began in early March, and continued until June.
Note A5. This is now the Chafford Gorges Nature Reserve.
Note A6. This capacity was subsequently tripled, and the plant continued until 1976. The chalk lands were extended to the north and east.
Note A7. At this time it was about 60:40 chamber kiln : rotary kiln production.
Note A8. The plant was still finishing the slurry with flat stones: these were finally replaced with screeners eight years later.
Note A9. The Hurry & Seaman system was used, with fuel injected in a primary air stream with a velocity of several hundred metres per second. This resulted in a very short flame, necessary in very short kilns.
Note A10. As at Norman, coal was ground by a set of Griffin mills, providing a common supply of fine coal to all six kilns.
Note A11. A conjecture somewhat wide of the mark. The clinker temperature would be around 1450°C and the flame around 1900°C.
Note A12. I interpret this as meaning that of the six, more than two, but less than four, were running.
Note A13. This is a reference to the Hurry & Seaman "double" cooler, consisting of two rotary cooler tubes with an intervening quencher/crusher. Pictures from the Wouldham albums at Thurrock Archive confirm this. The Wouldham kilns appear to be a close copy of the original Hurry & Seaman kilns in the Lehigh Valley.
Note B1. Steam shovels were first introduced for chalk in 1919, although a small steam shovel was in use for uncallowing as early as 1907.
Note B2. At this time the plant had an 18' primary mill with 1" grids, a 17' secondary mill with ½" grids, a 17' tertiary mill with ⅛" screens, producing 6% over 96 μm. These were followed by four screeners with 0.95 mm screens, producing 3% over 96 μm. The oversize was almost all flint and sand.
Note B3. These stirrers were more notable for their ingenuity than for their effectiveness.
Note B4. The last 14 chamber kilns continued in intermittent top-up use until kiln 9 was commissioned.
Note B5. The other being, presumably, APCM. He chose not to mention the slightly earlier Lathbury/Spackman process kilns at Martin Earles and Shoreham.
Note B6. .This refers to the pressurised "double-back" coolers fitted as standard to FLS kilns 7-9.
Note C01: Urban and Rural District Councils had been existence since the Local Government Acts of 1888-1890. Orsett RDC, in a historically rural area, was filling up with workers in cement and other industries, and corresponded more or less with what became in 1936 the Thurrock UDC (and Borough in 1974). RDCs such as Orsett were typical in having councillors largely consisting of local worthies, mostly elected unopposed. Woman could vote and become councillors provided that they met the property qualifications - of course, few did.
Note C02: Albert Smith was a baker and Orsett RDC councillor for West Thurrock.
Note C03: Henry Cole was a farmer and Orsett RDC councillor for West Tilbury (then entirely rural).
Note C04: William S Eve was a farmer and Orsett RDC councillor for North Ockendon.
Note C05: William Squier was a "gentleman" and Orsett RDC councillor for Horndon.
Note C06: Thomas Ridgwell was a market gardener and Orsett RDC councillor for Orsett.
Note C07: Robert Tweedy Smith was a solicitor and Orsett RDC councillor for Mucking.
Note C08: Frederick Morley Hill was a "gentleman" and Orsett RDC councillor for Laindon Hills.
Note C10: Gibbs owned the Thames plant 0.5 km to the northwest, and Brooks owned the Grays plant 0.5 km to the southeast. Robinson's owned the Wouldham plant until it was bought by Pearson's in 1898. All these were chamber kiln plants.
Note C11: He means the Orsett Poor Law Union. There were 154 people in Orsett Workhouse in 1901.
Note C12: Alexandra Amelia Florence Brooks was the wife of APCM director Alfred Brooks and Orsett RDC councillor for West Thurrock.
Note C13: This familiar protestation is untrue. The cement plant was established in 1874, in open country, and was bought by the Wouldham company in 1880, but the township of South Stifford only developed in the 1890s.
Note C14: James Frederick Kemp Smith was a land agent and Orsett RDC councillor for Orsett.
Note C15: They are referring to the 16-kiln installation at Swanscombe, 3 km to the south, owned by APCM, of which Alfred Brooks was a director.
Note C16: Blair H L Williams was a "gentleman" and Orsett RDC councillor for Fobbing.
Note C17: Alfred Brooks was the middle of three sons of Edmund Wright Brooks (29/9/1834-22/6/1928), founder of the Grays plant. The sons entered the business and two became directors (as did their father) of APCM at its formation in 1900. Alfred (b 1861) was Orsett RDC councillor for Stifford, while his wife represented West Thurrock. It is curious that this comment was attributed to his wife in the previous article. Maybe the sub-editor though "Mrs" was a typo.
Note C18: William Fennell was a taken on as Chemist in 1900, and became Manager in July 1902. It has been hard to track him down, since his census entries are more than usually dishonest, but his marriage record is intriguing. He was born in 1873, and married Florence Marfell Humphreys in 1895. At this time, his place of residence was given as Shoreham, while his wife had lived for 20 years in Mitcheldean.
Note C19: Wouldham was the first British cement plant to fire kilns with oil. One of Weetman Pearson's more lucrative projects was the development of the Mexican oil industry, and he was no doubt the prime mover in the project. A terminal was built to the east of the plant, with an 8,000 tonne storage tank. Oil was used to fire the kilns intermittently from 1902 to 1904. While the company claimed it was one of several attempts to improve the smoke situation, the locals formed the idea that it was the cause of the smoke. It probably made little difference either way. It is clear that the primary reason for using oil was to reduce fuel costs, and when the oil price rose, its use was very promptly curtailed. Redgrave (2nd ed., p 78) quotes a 1902 Wouldham oil-fired clinker analysis which shows it to be almost, but not quite, totally unlike clinker.
Note C20: This unidentified member of Wouldham management makes the absurd suggestion that the smoke derives from the Swanscombe kilns, 3 km away, and not the Wouldham kilns, 0.2 km away. No-one can have been fooled by this.
Note C21: This suggests that oil was indeed producing black smoke. The emission of unburned oil would have produced a particularly vile dust deposit.
Note C22: Herbert Edmund Brooks was the eldest (b 6/1860) of the Brooks brothers and one of APCM's managing directors. He went on to be deputy Lord Lieutenant of Essex.
Note C23: Of course, "common knowledge", when it comes from a Managing Director of APCM, is meticulously-procured, bullet-proof certainty.
Note C24: This introduces the question of stack height. The kilns at Wouldham, as at Swanscombe, passed their exhaust gases directly into short steel stacks which discharged about 17 m above ground level. The modern rule-of-thumb is that dust deposition density (per unit area) reaches a maximum at ten stack heights from the source, tailing off to half the density at thirty stack heights. With the un-filtered (and therefore coarser) dust of 1904, the distances were probably somewhat shorter. By doubling the stack height, peak deposition density would be moved twice as far away, and the density reduced by a factor of four. Because of the cramped design of the kiln installation, it was difficult to increase stack height. Furthermore, the Wouldham kilns were unfavourably located. Prevailing winds are from the southwest, and housing was located 140-300 m to the north and northeast. The Swanscombe and Bevans plants had river and marshland in the main fall-out zone. However, APCM became sufficiently concerned with the dust situation that, in planning for the later (1904) Bevans kilns, they planned for a 60 m stack, and in 1906, the 16 short stacks at Swanscombe were replaced with two 70 m stacks. These developments gave APCM the moral high ground to suggest that Wouldham should do the same. Wouldham made half-hearted modifications, first by adding rickety 5-m extensions to their stacks, and by building a wide-diameter drop-out flue on Kiln 1, surmounted by a higher extended stack. These modification probably simply moved the complaints from the nearer to the further houses. The final provision of masonry stacks had to wait until 1910.
Note C25: Since APCM had technical control of Wouldham during 1902, Herbert Brooks was well placed to know their development philosophy, and obviously the use of oil had nothing to do with smoke emissions. It is interesting to note that Pearson's oil was also being offered to the Royal Navy as a coal replacement. The Admiralty's response - well publicised in the press around this time - was that oil could not be contemplated until the intractable problem of black smoke had been solved.
Note C26: Here we may have an explanation for the course of events in early 1904. The Wouldham company had since 1900 been a partnership between APCM and Pearson's, with APCM providing technical management. In early 1904, the ten-year agreement was terminated by mutual consent. APCM promptly began treating Wouldham as it treated all its competitors, and stole a large part of its market. A price war followed. Albert Brooks needed to resolve the mutually destructive situation.
Note C27: This is a reference to the stack and rotary kilns then under construction at Bevans.
Note C28: This was Albert Brooks' Neville Chamberlain moment; as the other councillors pointed out, his "scrap of paper" was too vague to be enforceable. Pearson had used a familiar political ploy - suggesting that a process should be proved to be effective over a long indeterminate test period, even though its effectiveness was beyond doubt, and thus deferring action indefinitely.

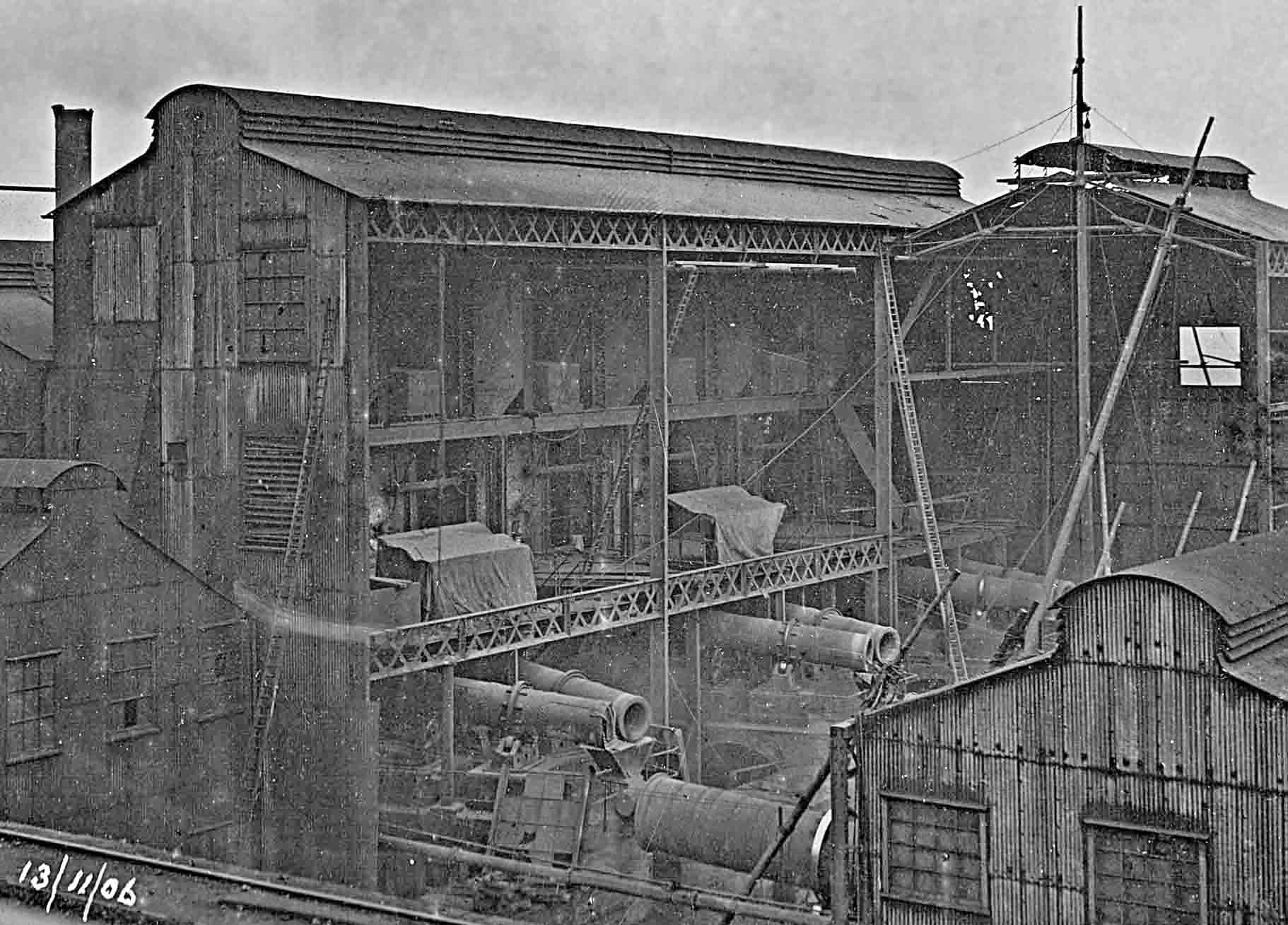 Picture: Picture ex Thurrock Archive, courtesy of Chris Down. This view from the southwest (from the chamber kiln fuelling stage) shows the original Hurry & Seaman-style two-stage coolers, identical to those originally installed at Swanscombe. A small brick-lined cooler (3 ft OD) produces hot secondary air for the kiln, and discharges into a crusher with water sprays. A second cooler of 5 ft OD completes the process, venting steam to atmosphere. These were replaced with a conventional rotary cooler, but not at this stage: production data shows that the kilns were in more-or-less full production during November 1906: a major stoppage that took place 04/08/1907 to 03/10/1907 is the most likely time.
Picture: Picture ex Thurrock Archive, courtesy of Chris Down. This view from the southwest (from the chamber kiln fuelling stage) shows the original Hurry & Seaman-style two-stage coolers, identical to those originally installed at Swanscombe. A small brick-lined cooler (3 ft OD) produces hot secondary air for the kiln, and discharges into a crusher with water sprays. A second cooler of 5 ft OD completes the process, venting steam to atmosphere. These were replaced with a conventional rotary cooler, but not at this stage: production data shows that the kilns were in more-or-less full production during November 1906: a major stoppage that took place 04/08/1907 to 03/10/1907 is the most likely time.
 Picture: Picture ex Thurrock Archive, courtesy of Chris Down. This view from the northwest shows the enlarged flanged burning zone for either kiln 1 or kiln 2 being hauled into the space between the two kilns. The 8 ft diameter dimensions are easily confirmed. The style of construction is that of
Picture: Picture ex Thurrock Archive, courtesy of Chris Down. This view from the northwest shows the enlarged flanged burning zone for either kiln 1 or kiln 2 being hauled into the space between the two kilns. The 8 ft diameter dimensions are easily confirmed. The style of construction is that of