"Firing" in cement industry parlance is the supply of heat to a kiln by use of a burning fuel. Throughout the early history of the industry, fuel was added to static kilns in lump form, pretty much in its "as-received" state. With the advent of the rotary kiln, it was necessary to develop sophisticated means of preparing the fuel and injecting it into the kiln system. Indeed, these were the critical processes without which the rotary kiln could not have developed.
The nature of the processing equipment is to a large extent dependent upon the nature of the fuel chosen, and so historical developments are in part a function of trends in fuel usage, but certain common features in rotary kiln firing systems can be identified.
Fuels used
In the context of rotary kilns, fuels can for convenience be organised under five main headings, and typical data on these is given in separate pages:
The history of the usage of these fuels is discussed in the fuel data pages and in the article on historical trends.
Common features
In rotary kilns, irrespective of the fuel used, the most obvious common feature of the firing system is the firing pipe (burner pipe) which passes through the kiln hood at the kiln's hot end, arranged more or less along the kiln's centre line, and through which the fuel is projected into the kiln at high velocity. The effect is rather like a Bunsen burner, producing a flame that extends some way up the kiln. Primary air is high-velocity air that passes up the firing pipe with the fuel, and gives the fuel momentum. Generally speaking, the primary air stream contains only a small fraction of the air needed to burn the fuel. The air-stream passing into the kiln outside the firing pipe is the secondary air, and this supplies the bulk of the oxygen needed for combustion. Although this was not always appreciated in the early days of rotary kiln operation, it is important that the flame should not impinge upon the clinker bed in the bottom of the kiln, or on the walls of the kiln. The flame should be throughout its length aligned with the centre line of the kiln. The flame consists of a mass of incandescent gas, the outside of which contains excess oxygen, which transfers heat solely by radiation. The primary air is pressurized by the firing fan (or sometimes in the early days by compressors). The secondary air usually comes mainly from the clinker cooler, and is at a high temperature (300-800°C). The ignition distance (the distance between the end of the firing pipe and the start of the flame) and the flame length are controlled by the flowrates and temperatures of the primary and secondary air and the air/fuel ratio.
The ignition distance is the distance the fuel travels before it is hot enough to ignite. It increases with increasing primary air velocity, and decreases with increasing primary and secondary air temperatures.
The length of the flame is a nebulous concept usually defined as the distance in which the remaining amount of combustibles decreases below a certain arbitrary value - e.g. 1% carbon monoxide. Many factors contribute to increasing the speed of combustion (thus shortening the flame):
- increased primary air velocity shortens the flame by increasing the energy available to mix fuel and air
- primary air rotation ("swirl") adds another source of mixing energy
- increased secondary air temperature speeds up all the combustion reaction stages
- increased air/fuel ratio (as evidenced by increased exhaust gas oxygen content) greatly increases the rate of the later combustion reactions.
Solid fuels
In the case of liquid and gas fuels, the firing equipment consists of not much more than a firing pipe and firing fan. However, solid fuels have to be dried and finely ground before they can be used, and are conveyed into the kiln as fine powder suspended in the primary air stream. Drying and grinding were performed separately in the early days, but fuel mills gradually developed in which drying and grinding are performed simultaneously. The systems employed fall into two broad categories - indirect firing and direct firing, although a hybrid of the two - semi-indirect firing - is also encountered.
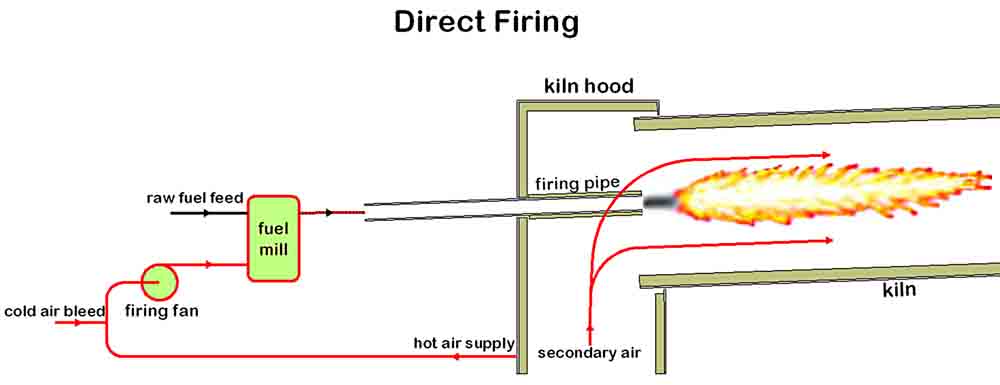
Direct firing uses a fuel mill swept by the primary air, which then immediately conveys the fuel into the kiln without any intermediate storage of the finely ground fuel. Thus, with only a small time delay, the fuel feed to the kiln is controlled by the feed-rate of raw fuel to the mill.
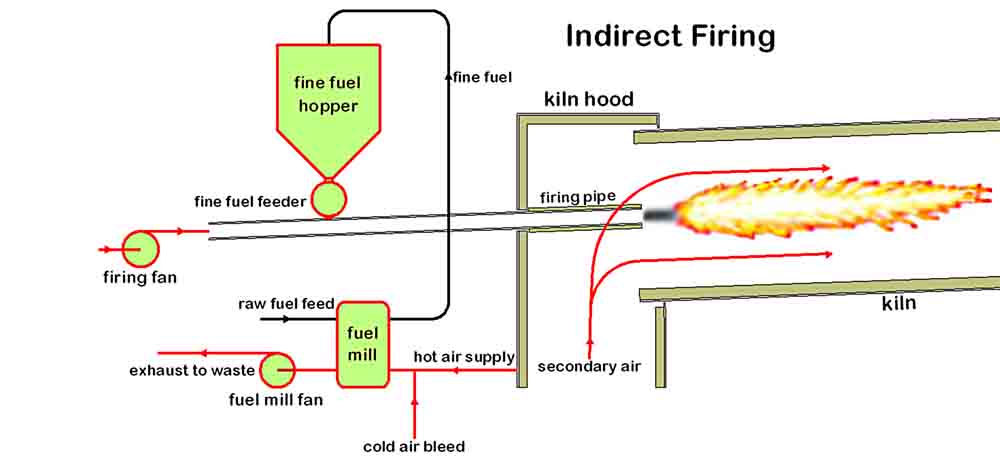
Indirect firing uses a fuel mill that is not connected to the firing fan. The fine fuel is stored in a hopper for use as required.
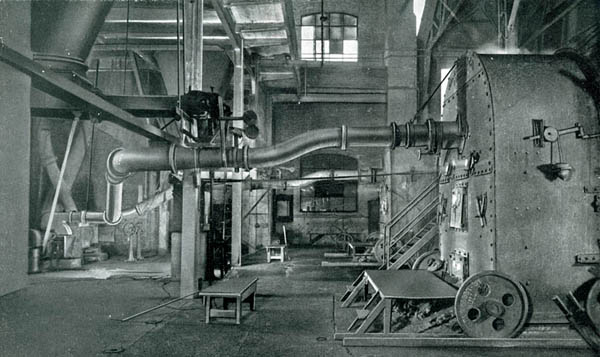 The firing floor of Wilmington kilns 3 (further away) and 4, around 1920. Indirect firing with a common firing fan. The fine coal hoppers (top left) deliver fuel to the firing pipe along variable speed screws. The fuel drops into the pipe by a weighted flap valve, which prevents the pressurized primary air from blowing the fuel back up the screw. The coal mills were on the floor below.
The firing floor of Wilmington kilns 3 (further away) and 4, around 1920. Indirect firing with a common firing fan. The fine coal hoppers (top left) deliver fuel to the firing pipe along variable speed screws. The fuel drops into the pipe by a weighted flap valve, which prevents the pressurized primary air from blowing the fuel back up the screw. The coal mills were on the floor below. 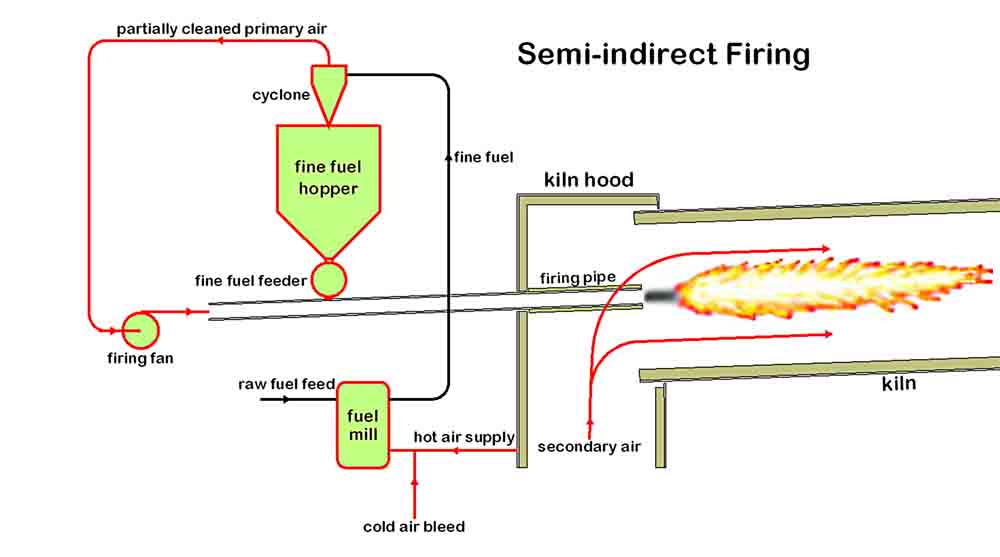
Various hybrid systems are possible: in the system shown, part of the fine fuel (depending on the efficiency of the cyclone) goes directly to the kiln, but most is stored and metered back into the firing pipe as required.
The earliest systems were indirect, if only because no mills suitable for direct firing were available. From around 1910, various direct firing mills were tried, and direct firing became progressively more popular until by 1970 nearly all new installations were direct fired. However, the development of precalciner kilns reversed this trend because in these fuel is fed to the system at two or more points, and this is most conveniently achieved with a common source of fine fuel.
Direct fired systems have a number of advantages:
- The system is simpler in design.
- Combining drying and grinding functions avoids the need for separate drying equipment.
- Finely ground fuel is hazardous: the air/fuel mixture is explosive, and the stored fuel is susceptible to spontaneous combustion. Immediately conveying the fine fuel into the kiln largely avoids these problems.
On the other hand, the direct system has distinct disadvantages:
- Control of the fuel feed to the kiln is inferior because of the time lag, because the feed of fuel in lump form is more crude, and because wet fuel can flow erratically.
- Much more cool primary air is needed to convey the fuel through the system, restricting flame temperature.
- The mill must operate whenever the kiln operates, and unless multiple mills are used, a fuel mill breakdown leads to a kiln stoppage, whereas in an indirect system, the fuel mill can be operated more-or-less independently of the kiln.
- At least one mill per kiln is needed, whereas with indirect firing a central fuel grinding department can supply multiple kilns.
Modern indirect systems used on precalciner kilns solve the explosion hazard problem by heating and sweeping the mill with preheater gases, which are high in CO2 and low in oxygen.
 Evolution of different firing systems
Evolution of different firing systems
All the early systems used indirect firing, as established in the USA. The development of direct firing required the custom design of suitable mills, and particularly the incorporation of drying capability, for fuels with 10% or more of free moisture. Various high-speed mills (most notably the Atritor) began to be used in the 1920s. Despite their technical disadvantages, direct systems became the most favoured because of their lower capital and operating costs. Their popularity declined from the 1980s because of the development of precalciners, for which a central fuel plant feeding multiple fuel injection points was desirable.
Calciner firing
Where fuel is injected into the calcining zone of the kiln system (usually into a fixed precalciner vessel before the rotary kiln), it is rapidly mixed with gases at relatively low temperature, and it therefore burns "flamelessly", but completely as long as the combustion air is in reasonable excess. Because both the fuel and feed are suspended in turbulent gas, and the feed is rapidly absorbing energy to drive the de-carbonation reaction, the combustion energy is almost instantaneously absorbed without raising the temperature.
Fuel Mills
The use of pulverised coal for firing industrial furnaces was pioneered in the cement industry, and the perfection of the technique was a critical factor in the development of the rotary kiln in the 1890s. The desired requirement was for a system that could make cheap coal into a direct replacement for the more expensive fuel oil previously used. The technology has subsequently spread into other areas - notably coal-fired electricity generation, where pulverised-fuel firing is almost universal.
The types of mill developed for solid fuel grinding fall into three groups:
- Various kinds of ball mill
- Various types of medium-speed mill crushing with a roller action
- Various types of high-speed mill breaking with a hammer action.
The earliest successful pulverised coal system was developed by Hurry & Seaman at the Atlas company's plant at Coplay, Pennsylvania, using coal ground with Griffin mills.
 Use of Griffin mills
Use of Griffin mills
In the meantime, various medium-speed roller mills became available, notably the Bradley 3-roll mill (introduced at Sundon and Stoneferry to replace Griffin mills), the Fuller Lehigh mill (at Ellesmere Port) and the Raymond bowl mill (at Holborough). All these were used in indirect systems.
These mills were not used for long. For indirect firing, which continued in favour during the 1920s and 1930s, tumbling mills became standard. Various forms of ball-and-tube mills, initially promoted by FLS and Polysius, were gradually displaced by "combination" mills, as also occurred in raw- and finish-grinding. The Unidan mill feeding an indirect system continued as the preferred set-up on most FLS plants into the 1960s.
High-speed mills
In the early 1920s, direct firing was pioneered by two high-speed mills - the Clarke Chapman Turbo-Pulveriser and the Alfred Herbert Atritor. The Clarke Chapman machine (later called the "Resolutor") was developed for use with industrial and marine boilers, and was somewhat similar to the Atritor, but its development in the cement industry was restricted by the grant of exclusive rights to Edgar Allen, whose market penetration was limited. The Atritor sprang from within the industry. The original design was by Charles Edward Blyth. He was married to a sister of Alfred Herbert, who operated a major engineering works nearby in Coventry, and this firm built and marketed it (and continue to market it), its cement industry application spreading by word-of-mouth.
 Diagram of Atritor
Diagram of Atritor
Atritors were fed with wet, small coal which was entrained into the incoming air stream, any heavy rock or tramp metal dropping out. Elimination of tramp metal was particularly important on high speed mills, because small pieces of hard metal could wreck the mill. Coal, entrained in hot air, was dried rapidly and passed through the "first effect" hammers. The partly-ground coal then passed through the "second effect" zone, consisting of hammers inter-meshed with static pegs. In this zone, the air-stream moved towards the centre of the mill, while the centrifugal effect winnowed out the oversize particles and returned them into the grinding zone. Further classification was achieved by rejector blades, which enhanced the centrifugal effect. The air-stream finally passed into the centrifugal fan chamber and was blown out into the kiln firing pipe. The mill would handle coal up to 18 mm in size. Type "A" Atritors also had a set of pre-crusher swing hammers before the "first effect" hammers, also on the same shaft, to allow them to deal with larger coal, up to 30 mm.
The mills were limited in output to about 3.5 dry t/hr (for the No18 - the largest used in cement plants), so larger kilns (>12 t/hr) needed to use two mills. Pairs of mills were installed on Holborough 1 & 4, Swanscombe 1, 2 & 3, Shoreham 1 & 2, Magheramorne 3, Hope 5, Southam 6 & 7, and Kirton Lindsey 5. In practice, in the cement industry, the Atritor was often modified, with improved feeders, more fail-safe tramp rejection, and automatic temperature control.
The first Atritors were, not unnaturally, at the Stockton plant in 1922. They were subsequently installed at a number of small plants. In the 1930s, they started to replace existing coal mills in larger plants, and by the end of the 1930s their economy made them the mill of choice for new installations by Blue Circle. Use of Atritors
Use of Atritors
The use of Atritors peaked in the 1960s, with about sixty in operation. The 1960s saw development of much larger kilns using Vertical Spindle Mills with lower primary air requirements. The last cement industry Atritors were at Chinnor.
Medium-speed mills
Despite their simplicity and low running cost, Atritors had disadvantages for use in cement kilns:
- The integral fan could not yield high pressure, leading to lower firing nozzle velocity than was desirable.
- The air volume required to convey the fuel through the mill was high, so that primary air volume was high, reducing the heat recovery in secondary air, and depressing flame temperature.
The Clarke Chapman turbo-pulveriser was, if anything, somewhat worse in these respects. More efficient kilns were introduced from 1957 onwards; the lower combustion air used in this made the high primary air of Atritors unacceptable, and this focused attention on various sorts of "vertical spindle mills" which were by then becoming available. These took the form either of roller mills or ball-race mills. The earliest modern roller mill used on UK kilns was the Berz mill used on Cauldon kiln 1 in 1957. Following this numerous roller mills were used on new kiln installations, the most common being the PHI MPS mills.
 Use of Vertical Spindle Mills
Use of Vertical Spindle Mills