In the cement kiln, rawmix is converted into clinker. The output of the kiln, its running cost (particularly in terms of fuel), and the quality of the clinker product, all depend critically upon the way the kiln is operated. For this reason, at every stage in the evolution of the cement industry, the skills of the person responsible for controlling the kilns have to a large degree affected the success of the enterprise. The raw material has to be brought to the correct temperature at the correct rate, then cooled effectively.
Kiln Control
Static kilns
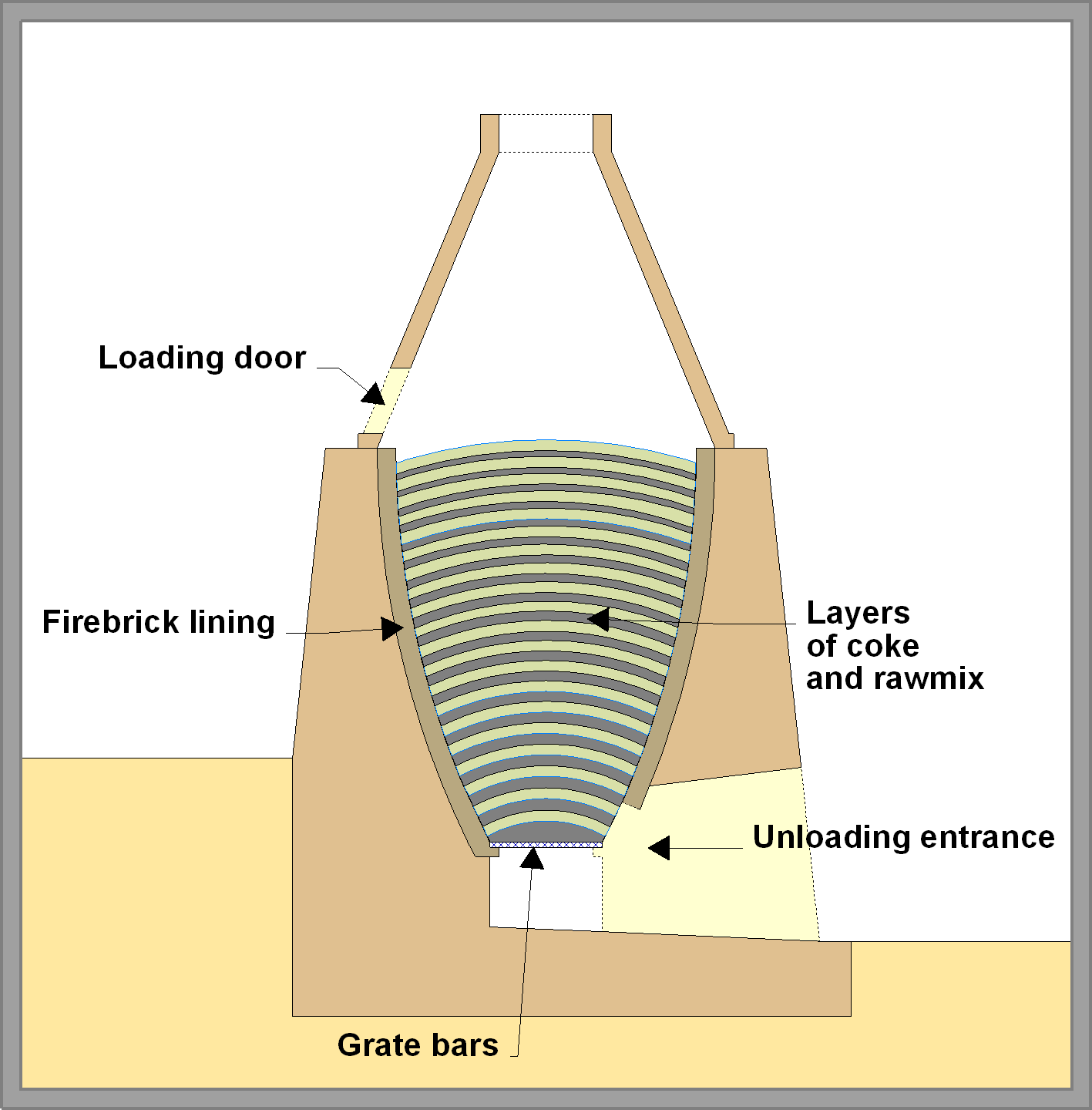
Early static kilns allowed little intervention once the fire was lit, and most of the skill of operation was to do with the method of loading the kiln prior to firing. While attempts were sometimes made to reduce the turn-around time of kilns, this was at most plants controlled by the weekly schedule, so maximising output consisted mainly of maximizing the amount of “good” clinker made. In a bottle or chamber kiln, the charge is stationery during firing, and it is easy under these circumstances for the temperature regime in different parts of the charge (bottom, centre and top, inside and outside) to vary from the ideal, so the product of these kilns always had to be “picked over” to remove material that was visibly “under-burned” or “over-burned”. The amount of wastage could be minimised by careful arrangement of the layers of dry rawmix and fuel. Because the heat naturally concentrates towards the centre, rawmix layers were tapered slightly towards the outside as “convex lenses” while the fuel layers were slightly concave. More fuel was also concentrated towards the bottom, since the upper layers get the benefit of waste heat from the lower layers. A typical loading schedule for a 30 t kiln was as follows:
| Layer | rawmix kg | coke kg | Layer | rawmix kg | coke kg | |
|---|---|---|---|---|---|---|
| 40 | 3300 | 20 | 2400 | |||
| 39 | 800 | 19 | 600 | |||
| 38 | 3300 | 18 | 2200 | |||
| 37 | 800 | 17 | 500 | |||
| 36 | 3200 | 16 | 2100 | |||
| 35 | 800 | 15 | 500 | |||
| 34 | 3100 | 14 | 1900 | |||
| 33 | 700 | 13 | 500 | |||
| 32 | 3100 | 12 | 1800 | |||
| 31 | 700 | 11 | 500 | |||
| 30 | 3000 | 10 | 1600 | |||
| 29 | 700 | 9 | 500 | |||
| 28 | 2900 | 8 | 1500 | |||
| 27 | 700 | 7 | 500 | |||
| 26 | 2800 | 6 | 1300 | |||
| 25 | 700 | 5 | 700 | |||
| 24 | 2600 | 4 | 1600 | |||
| 23 | 600 | 3 | 800 | |||
| 22 | 2500 | 2 | 1800 | |||
| 21 | 600 | 1 | 2200 |
Once the kiln had been lit, the only intervention available to the operator was to vary the draught (such as it was) to control the rate of burn-out, so that a hot zone of appropriate temperature would progress smoothly upwards through the charge.
With the advent of chamber kilns, it became necessary to consider also the application of the waste heat to the slurry in the drying chamber. Since during the early stages of the burn, most of the heat from the fuel was absorbed by the upper layers of the charge, the gas at the top of the kiln was cool and wet (in fact usually below the dew point) so it was common to by-pass the drying chamber during this stage. All static kilns are restricted in air-flow so large amounts of carbon monoxide were produced, and, when mixed with inleak air, produced a potentially explosive mixture. This could be ignited when the fire finally broke through to the top of the charge, and it was a frequent occurrence for the end-walls of the chamber to be blown out by this. To avoid this, the chamber was swept out with a high draught at the critical moment, if the operator had the skill to judge the time correctly.
Many manufacturers developed these skills in their operators by “natural selection”; kiln crews were paid only for good clinker, on a per-ton basis. This strategy naturally maximises productivity, while stretching the limits of the definition of “good clinker”.
The shaft kiln was the first strictly continuous process, and now required continuous intervention. The classic Schneider kiln was semi-continuous, in that the clinker was “drawn” and the kiln was topped up with rawmix and fuel typically every four hours. Conditions were similar to those of the batch kilns in that there was always likely to be under-burned material at the outside of the charge. Although it was possible to over-fuel the outer parts to compensate for this, in practice a layer of cold material close to the kiln lining was considered acceptable, since it prevented build-up on the refractories and consequent choking of the kiln. Aside from this, the operator had the option to vary the interval between drawings, to vary the top-up rawmix to fuel ratio, and to vary the draught. To keep the kiln operation stable, it was necessary to maintain the hottest feed – the “burning zone” – at a consistent position in the middle of the kiln.
This system has the essential characteristics of all subsequent continuous kiln systems. The application of the controls results in a spectrum of emergent steady states, each characteristic of a given kiln output. Within this spectrum of conditions there are some conditions that are “optimal” with regard to economic operation. The work of the operator is first to bring the kiln into a steady state, in which good quality clinker is being produced, then to gradually adjust the kiln until the “optimal” steady state is found. While this is going on, the kiln is continually subject to the workings of the Laws of Disorder, in which minute-to-minute events and interruptions tend to conspire to throw the kiln out of control, and the effects of these become more insistent as the kiln is optimised. The key economic point here is that optimisation can only begin when the kiln is in control, so kilns that are poorly controlled are always sub-optimal – often vastly so – in output and energy consumption.
Rotary kilns
The rotary kiln is subject to the same controls as the shaft kiln, but now the process happens more quickly. Burn-out time for a chamber kiln was 4-5 days, while the Schneider kiln had a residence time of 6-7 days. Early rotary kiln systems, on the other hand, had feed residence times of 3-6 hours, while the fuel/air mix passed through the system in about ten seconds. In addition, conditions within the system were visible and, in principle, measureable, so control became a continuous process of reaction to observed changes within the system.
Within the British context, the simple “long” kiln with a rotary or planetary cooler was the norm in the first half of the twentieth century, and in this simple system the ground rules of kiln control were developed. The operator has four basic controls:
- kiln rotational speed – which controls the rate at which the feed advances down the kiln
- rawmix feed-rate – which for a given kiln speed controls the depth of bed of feed in the kiln
- kiln draught – which controls the rate at which heat is transferred from the hot “burning zone” to the cold “back end”
- fuel flow-rate – which controls the rate at which heat is placed in the hot end of the kiln.
In practice, the kiln speed and rawmix feed-rate are usually linked together to maintain a constant bed depth, so the system in reality has only three independent controls – it has three degrees of freedom.
Complementary to these controls are three basic observations:
- burning zone temperature – the peak temperature of the feed, which is critical to the formation of clinker of the correct quality
- “back end” temperature – the temperature of the exhaust gas, which indicates whether there is sufficient heat to raise the rawmix to reaction temperature
- “back end” oxygen and carbon monoxide content – which indicates whether fuel is being used efficiently.
Of these, on the earliest kilns, only back-end temperature (BET) was accurately known, since it can be measured with a thermocouple relatively easily. The composition of the exhaust gas could be measured by chemical analysis, but this was a slow process - the data was of only historical value and could not be used for control. On-line analyzers for carbon monoxide started to emerge in the late 1920s, and oxygen analyzers came after WWII. Until these became available, the observation consisted of watching the kiln stack and avoiding “black smoke”. The objective was to avoid making carbon monoxide, but to use no more combustion air than was needed to achieve this.
“Burning zone temperature” (BZT) was – and remains – a nebulous and ill-defined quantity. Optical methods of measuring the temperature of the clinker at the hottest point in the kiln suffer from the inability of any instrument to effectively discriminate between clinker, the kiln shell, the flame and quantities of flying dust. On the other hand, visual inspection of the condition of the burning zone makes it abundantly clear whether the temperature is correct or not. The most obvious characteristic is the formation of liquid. The amount of liquid formed rises rapidly once the clinker is above 1300°C, causing the feed bed to become sticky. This causes the feed to climb the side of the kiln. This effect is observable, and also causes the eccentric load on the kiln motors to increase, and so is observable in an increase in drive motor amps. The clinker nodules usually (but not always) become larger. With modern gas analyzers, a rise in BZT is accompanied by a rise in kiln exit gas nitric oxide. Although it is too slow to be an effective control measure, chemical analysis of the clinker provides a final verification of the effectiveness of BZT control, the key quantities being the clinker’s chloride, sulfate and free calcium oxide contents. Another traditional test of the finished clinker was the "litre weight", in which the bulk density is measured on a carefully sieved size range of the clinker (usually 2.5-5 mm or 5-10 mm, whichever preponderates). The value obtained (typically 1.1 to 1.2 kg/L for good clinker) is related to the amount of liquid that was formed in the burning zone.
The achievement of a steady state in the simple kiln depends upon maintaining each of these control variables at a target value. Over the years an approach to control was developed in the form of a “truth table”. Each of the three control variables can be in a “low” state, an “OK” state or a “high” state, so there are 27 combinations of these possibilities, and it is possible to define a standard set of control responses for each, that can be used to steer the system through this three-dimensional control space to its central “set-point”. An example of a complete steady-state-seeking rule-set of this sort can be seen in Peray’s book.
The different control moves interact with each other in complex ways, but broadly speaking:
- Increasing rawmix feed-rate and kiln speed increase output and reduce both BZT and BET
- Increasing kiln draught reduces BZT, increases BET and increases “back end” oxygen content
- Increasing fuel flow-rate increases BZT and BET (provided that carbon monoxide is not formed), and decreases “back end” oxygen content.
Modern rotary kilns
Modern kilns depart from the above simple model only in that more variables must be controlled. Historically, the first additions to the system were grate coolers. Here, as a minimum, the speed of the grate and the flow-rate of under-grate fans can be varied. The kiln and cooler interact with each other because the output rate and fineness of clinker changes the performance of the cooler, while the air-flow rate and clinker bed depth in the cooler affect the secondary air temperature, which in turn affects the kiln BZT.
The advent of dry process preheaters added further control variables. The Lepol grate was simple and, aside from internal control loops to maintain airflow balance within the preheater, essentially only the grate speed is of significance. Suspension preheaters were significantly more complex, although again most of the controls were concerned with the internal operation of the preheater. Further complication arises where, as is usual, the rawmill becomes part of the interacting thermal system. Measurement of temperature and pressure at each cyclone stage serves mainly to detect blockages and short-circuiting.
The development of the precalciner took the control problem to an altogether higher level, and control is scarcely possible without sophisticated distributed automatic control systems and supervisory computers. The cooler, rotary kiln, calciner and rawmill all interact with each other in a complex manner, but the system allows far more control of the individual steps in clinker manufacture than was possible in the simple “three-control” kiln. However, even here, the system is still subject to the same constraints: the clinker must meet target temperature, and the gas leaving the system must contain no carbon monoxide.
Disturbing influences
It might be argued that, if a kiln is found to make – say – 4000 tonnes per day of clinker with an energy consumption of 3.0 MJ/kg, then it is only necessary to put in the correct quantity of feed and the correct quantity of fuel, and good clinker will emerge at the predicted rate. However, life isn’t like that. For this model to work, the inputs have to be perfectly uniform at all times, and feed and heat must proceed through the system in a uniform and predictable manner. In reality, the equipment used in cement manufacture, although a miracle of engineering, is rugged, heavy-duty plant, and can’t be expected to function like a Swiss watch. Furthermore, the raw materials and fuels used typically come out of a hole in the ground, in a geological environment that abhors uniformity. Some raw materials and fuels are waste materials, and therefore hard to obtain in a uniform state. Besides this, there are aspects of kilns systems – particularly suspension preheaters – that exhibit inherently chaotic behaviour.
The nature of disturbances can be seen in terms of the simple “long” kiln system. The first consideration is feed flow-rate, the effect of which can be seen with reference to the heat transfer diagram used on the clinker thermodynamics page.
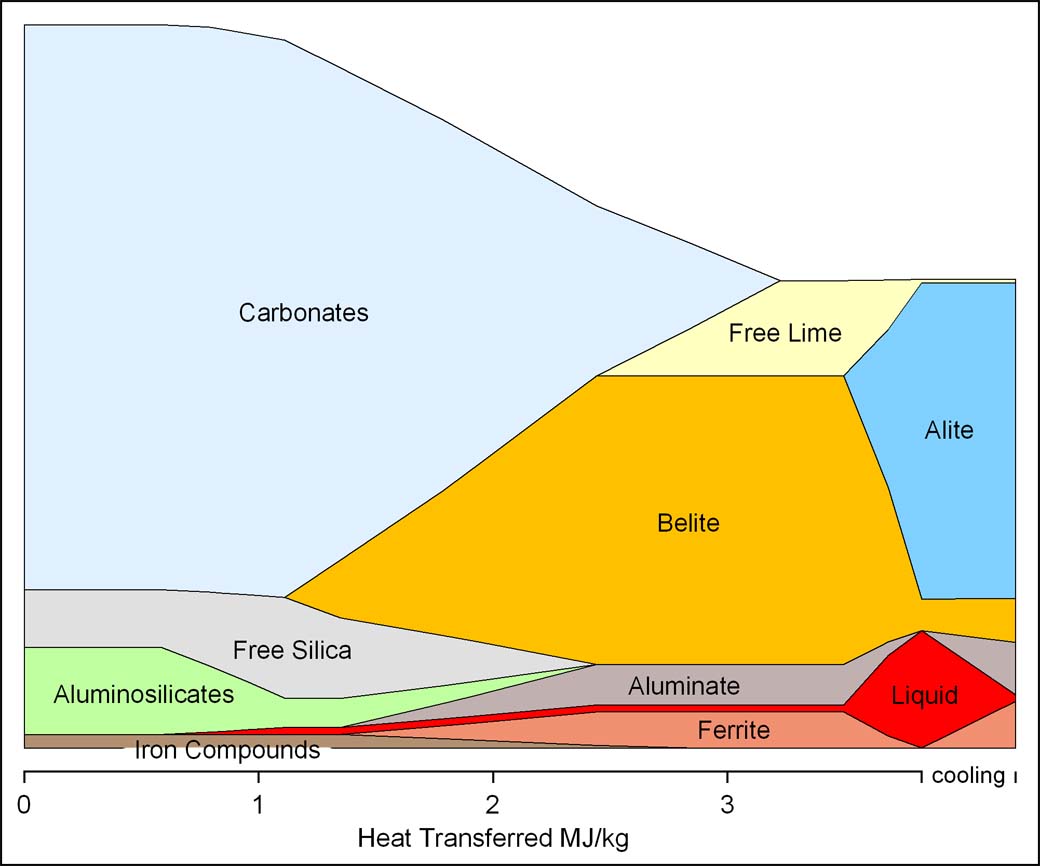
It can be seen that only a tiny variation in the feed flowrate for a given energy input produces a substantial change in the clinker, and a 10% increase is sufficient to cool the feed to the point where no liquid forms. Long before this stage is reached, the kiln will “run over” into the cooler. By contrast, for the kiln with constant energy input to produce clinker free lime with the variability (±0.5%) typical of good practice, the feed rate needs to be controlled within 0.25%. Practical control of the feedrate within this tolerance is not feasible. In terms of the metering of dry rawmix, a belt weigher might if in good condition deliver within ±3%. An impact weigher would be somewhat worse, and a Coriolis feeder somewhat better, but all these exceed the desired specification by an order of magnitude. While these are the limitations on the feed-rate at the point of entry to the system, the variability of the feed flow-rate is increased several-fold by the irregular flow of feed as it progresses through the kiln system, In a simple “long” kiln, changes in particle size and the rate of out-gassing affect the rate at which the feed-bed moves downhill. Add to this the formation and breakage of physical barriers in the form of coating rings. A circular argument would hold that these problems don’t arise if the system is stable, but it isn’t, and because by these mechanisms feed-variations are self-increasing, flow in a rotary kiln is inherently unstable. Short-term – but high amplitude – feed flow variation is a feature of suspension pre-heaters. This is understandable because the feed is lifted by the gas-stream, and the efficiency with which the feed is picked up varies very sharply with the gas flowrate. The catastrophic “flush” of feed from a preheater following a minor interruption in gas-flow was one of the operational problems with these since their invention, and although careful precautions minimise their frequency, they are never entirely eliminated.
Shorter-term variations – but of much greater magnitude – characterise the feed of fuel to the system. The constraints on the control of flow at the point of entry are essentially the same, but variations in the nature of the fuel are also significant. While most manufacturers would consider multiple limestone sources as an insane strategy, they happily fire their kilns with an extraordinarily diverse cocktail of fuels, hopping promiscuously from one to another being considered “all in a day’s work”. Because the residence time of fuel in the system is short, a good oxygen control loop can smooth out the variations in heat input rate arising from variations in flow and the nature of the fuel. However, most fuels contribute some kind of ash and/or sulfate to the clinker, and the amount and chemistry of these can vary wildly.
It is because of all these sources of variation that every kiln system must have an agile control system.
The potential for disruptive variation is one of the main reasons for the development of precalciners. The precalciner can burn around 70% of the fuel. Combustion and heat transfer in the precalciner occur at a much lower temperature than is found in the rotary kiln, so that control instrumentation can be more prolific, robust and accurate, resulting in a very stable heat exchange, and feed arrives in the rotary kiln in a much more controlled condition than occurs in the corresponding part of a “long” kiln.
Chemical disturbances
Heat is applied in the kiln in order to bring about chemical changes, so varying chemistry in the kiln feed-bed causes variation in the heat requirement, in much the same way as is caused by mass flowrate variations. These variations, when compensated by the kiln control system, result in a reduction in the average output of the kiln, and an increased energy consumption, because the system moves into a non-optimal steady state capable of “absorbing” the variations. Typical effects attributed to kiln feed chemical variation are as follows:

It is worth while to look at these effects critically. The thermal requirements of a kiln are related to two distinct aspects of the feed thermochemistry:
- First Law effects – i.e. variations in the amplitude of the endothermic heat inputs to the feed.
- Second Law effects – essentially variations in the peak temperature required to make good clinker, and concomitant variations in the rate of heat exchange in the burning zone.
The heat absorbed in a dry process rawmix consists almost entirely of the heat required to decompose calcium carbonate, which occurs in the calcining zone. This quantity thus varies virtually pro-rata with the amount of calcium carbonate that is to be decomposed, this being the product of the feed flow-rate and the feed calcium carbonate content. In a rawmix controlled with only a modest degree of competence, the calcium carbonate content (typically around 78%) varies by ±0.3%, which is insignificant in comparison with the feed-rate variability discussed above.
The effect of chemistry is much greater in the burning zone. The temperature required to make good clinker varies with the alite/belite ratio, with the amount of fluxing elements (Al and Fe) and with other species such as alkalis and sulfate. Where there is excessively-sized silica in the rawmix, variations in this have a large effect. However, it is important to notice that in the burning zone, the chemical variations of importance are those of the clinker, and not the rawmix. The chemistry of the clinker differs from that of the rawmix in that varying quantities of fuel ash and sulfate are incorporated in the composition as are the various components of the system’s volatile cycles. This is another example of the self-increasing nature of kiln instability, since the normal response to disruptions is to change the fuel/feed ratio, thereby changing the ash contribution, and means that burning zone chemical variations are largely disconnected from those of the rawmix.
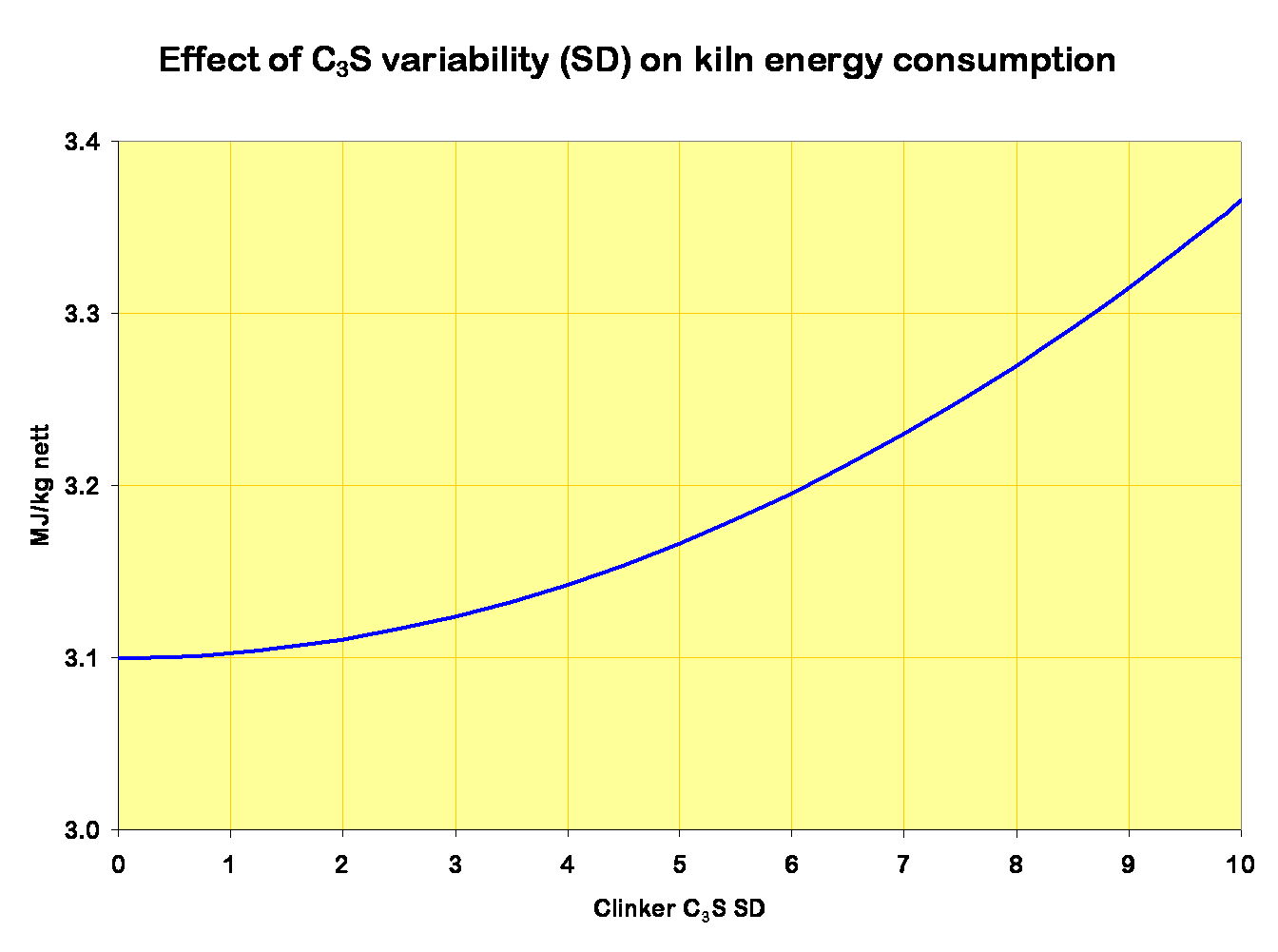
The picture that emerges is that clinker chemistry is inherently variable, and that diminishing returns arise from expenditure on reduction of rawmix variability. Once rawmix potential C3S standard deviation (within-day, random samples) has been reduced below, say, 4%, any further capital is much more effectively spent on good clinker blending systems.