 4-Stage suspension preheater ("SP4") kiln layout
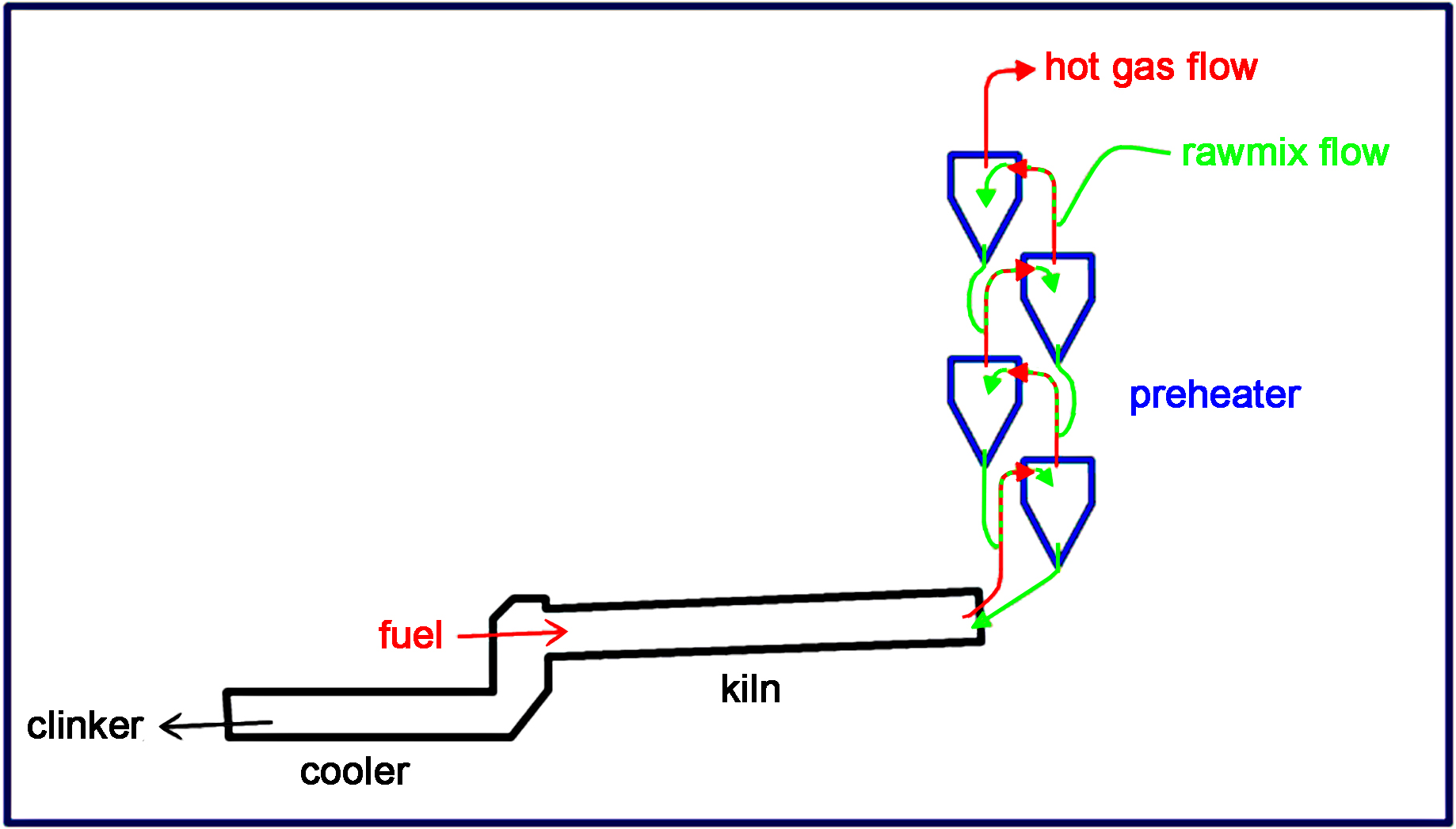
4-Stage suspension preheater ("SP4") kiln layoutThe suspension preheater is the basis of all modern systems. Rawmix in dry powder form is injected into hot kiln exhaust gas in a vertical duct. The upward gas velocity is sufficient for the powder to be picked up and lifted up the duct "in suspension" in the gas. Because heat exchange occurs over the vast surface area of the individual mineral particles, the gas and rawmix reach a common equilibrium temperature in a fraction of a second. The solids and gas are then separated in a cyclone. This process is repeated a number of times - typically three to six - by stacking "riser" ducts and cyclones on top of one another in a tower. By repeated heat exchange, most of the heat in the kiln exhaust gas can be captured, while heating the rawmix to calcination temperature. The remaining heat escaping the top of the preheater is used to heat the rawmill.
The concept of the suspension preheater gradually emerged when, from the 1920s onward, some kilns started to be fitted with cyclones to remove most of the dust from kiln exhausts, and to return it to the kiln.
 Operation of a cyclone
Operation of a cyclone
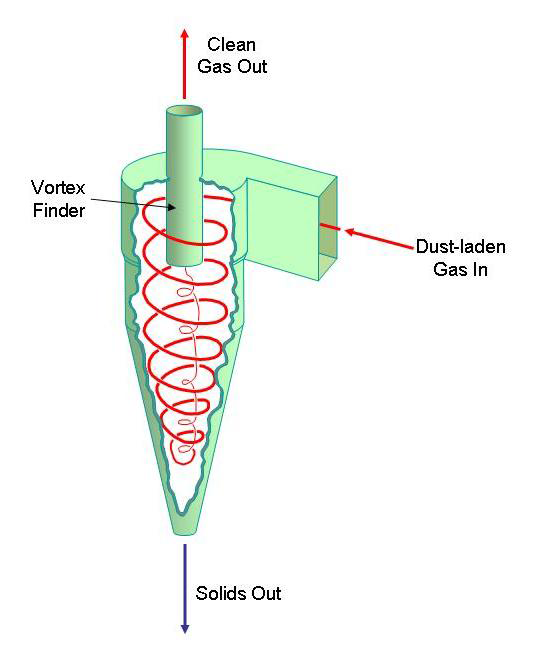
The action of the cyclone is essentially centrifugal: the dust-laden gas is drawn into the vessel tangentially at high velocity, causing it to revolve rapidly, so that relatively dense particles concentrate towards the outside edge. On withdrawing relatively clean gas from the central vortex, the solids proceed by conservation of momentum towards the tip, from which they can be withdrawn through an airlock. The term "cyclone" is justified: when dusty air is drawn through a cyclone with transparent walls, a distinct tornado-like vortex can be seen.
In order to avoid extra handling of the dust, dry process kiln cyclones were arranged above the kiln cold end, so that captured dust could be returned to the kiln by gravity alone. It was noticed that, if part of the rawmix entering the kiln became entrained in the exhaust gas, the exhaust gas temperature was lowered, and hence energy was saved. The next logical improvement was to deliberately ensure that all the feed was entrained in the exhaust gas.
 A preheater stage
A preheater stage
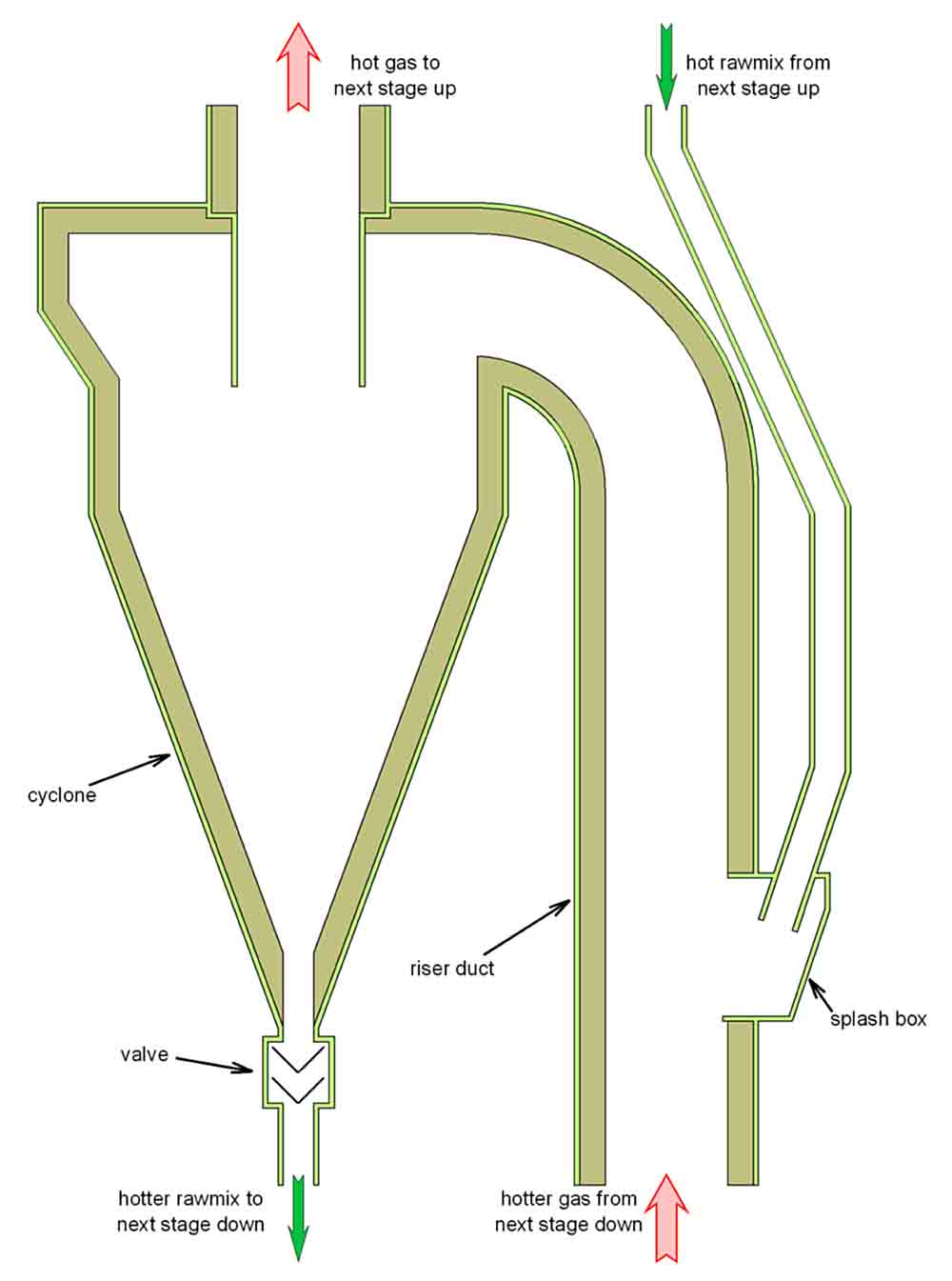
Each “stage” consists of a riser pipe and a cyclone. In the riser pipe, hot gas ascends and raw meal is injected into the side and becomes entrained. Passing into the cyclone, the mixture is separated: the heated meal passes to the next stage down, and the cooled gas passes to the next stage up. If meal fails to entrain in the gas stream, it may drop down into the next lower cyclone, thus by-passing the stage's heat exchange. To minimise this, the raw meal typically enters the riser through a splash box, which causes the powder to bounce and fan out across the duct. This ensures that the meal is well distributed in the gas stream. The well-mixed gas/powder suspension rapidly reaches a common temperature, so that nearly all the heat exchange occurs in the riser pipe. After separation by the cyclone, the raw meal passes out through a one-way valve which prevents hot gas from coming up the feed pipe.
The more stages are used, the more efficient the preheater is. But each stage increases the pressure drop across which the kiln fan must work, and with more than six stages, the fan power requirement is prohibitive. However, in practice waste heat is needed for the raw mill, and four stages remains the most common setup. Because the rawmix is partially calcined in the preheater, only a relatively short kiln is required. However, the amount of processing that can be achieved in the preheater is limited by the amount of exhaust gas leaving the kiln, the kiln flame being the only source of energy. The most common operational problems with these preheaters are imperfect entrainment of the meal, causing inefficiency, and blockages caused by sticky materials building up in cyclones and bends, causing reduced and unstable flow.
The concept of a multi-stage suspension preheater was developed by Humboldt (now KHD), with the first operating kiln at Beckum, Germany, in 1953. By the end of the 1960s, all major kiln suppliers had developed their own variants. The technology began to be employed in Britain in the 1960s, but because of the heavy reliance on Lepol preheaters, relatively few suspension preheater systems were installed, before they were superseded as most favoured technology by precalciners.
| 1961 | Plymstock A1 |
| 1966 | Plymstock A2 |
| 1967 | Aberthaw A5 |
| 1970 | Hope B1 & B2 |
| 1975 | Aberthaw A6 |
| 1977 | Ketton A7 |
Of these, the first three have been shut down, in 1981, 1998 and 1987 respectively. Ketton A7 is now reserve capacity for the much larger precalciner kiln A8, and the Hope kilns and Aberthaw A6 continue to operate.