Approximate clinker production: 1.83 million tonnes
Raw materials:
Blue Lias Limestone and Clay (Rugby Limestone Member: 195-200 Ma) from quarry at 444250,264250, upgraded by rumbling. The Lias was 60% clay of around 35% CaCO3, and 40% limestone of around 78% CaCO3, and most of the clay was sidecast.
before ~1880 quarry at 443900,265000
~1880-1900 quarry at 443900,264800
1900-1945 quarry at 444400,264300
The Lias was of too low a grade for modern cement, and from 1919, supplementary high-grade sweetener limestone (4-11% of dry rawmix) was bought:
initially Great Oolite limestone (Blisworth Limestone Formation: 165-168 Ma) from Roade, Northamptonshire (475900,251520) (39 km by rail)
after 1934 also Inferior Oolite limestone (Lower Lincolnshire Limestone member: 168-172 Ma) from Corby, Northamptonshire (492010,289090)
Sometimes called Nelson’s Works. The site made lime from early times and like Southam had its own dock on the Grand Union Canal. The manufacture of “cement” dates from 1857, but as with the other Warwickshire plants, true Portland cement was not made until later: around 1872 in this case, when two small dry process bottle kilns were employed. The number of small bottle kilns was gradually increased, and a set of chamber kilns may have been added, perhaps around 1889.
A historical account of this plant is hampered by lack of data, and particularly by lack of maps. As with many rural areas, there is no map edition between the 2nd edition County Series of 1909 and the late 1960s revision. This means that no map shows the rotary kilns, and the only evidence for their location are a few poor quality aerial photographs of the 1930s. The fact (if it is a fact) that there were chamber kilns originates from a statement in a valuation document drawn up by a law firm in 1910 (Rugby Archive RS/9/1/5/6) which says “there are several old slurry drying Kilns, no longer required as such, which we understand will be converted into, and used as Clinker Stores.” The 1909 map does not depict anything that can be unambiguously identified as a chamber kiln block. The 1930s aerial photography shows an area where clinker is being stacked, with little indication that it might once have accommodated chamber kilns, but if it did, then a rectangle 98’ × 80’ can be identified, and, as it happens, there is a tall brick stack at one corner. This, depending on orientation, could contain six 22 tonne or four 30 tonne kilns. This information could be regarded as tenuous enough to ignore, were it not for the fact that the maps show the bottle kilns to be very small – the twenty-three amounting to only 302 t/week capacity. With the three Schneider kilns making 240 t/week, some 160 t/week extra capacity is needed to make the 700 quoted by Davis. (Davis is generally very reliable, using his own objective expert assessments of the plants rather than “declared” capacities.) I therefore go for the 6×22 tonne arrangement. Further circumstantial justification is the fact that wet process rotary kilns were chosen. All the Warwickshire manufacturers were watching each other closely at this time, and collaborating to a significant extent. Both Rugby and Harbury had chamber kilns and chose the wet process. Southam had dry process bottle kilns and chose the dry process. Previous experience of making slurry was evidently decisive, and without chamber kilns, Stockton would have had no need to make slurry.
Around 1902, three of the later bottle kilns were converted into Schneider kilns. By 1907 there were 8 lime kilns and 23 cement bottle kilns (305 t/week), six chamber kilns (135 t/week) and three Schneider kilns (240 t/week), totalling 680 t/week, corresponding to Davis’ estimate of 700 t/week. The Schneider kilns were converted to forced-draught (together 450 t/week) in 1908. These used dry-ground briquetted rawmix. The use of static kilns ceased in 1913. New continuous lime kilns were installed at the same time as the rotary kilns, and the plant continued to make a significant amount of Lias lime.
The plant did not expand up to the depression, and Rugby took a share in the near-bankrupt company in 1937. Following complete takeover in 1945, it became clear that there was no point in keeping it as a separate unit alongside the newly modernised Southam, and production ceased immediately, with the plant continuing to function as a depot until it closed in 1949. In addition to the canal, the plant also had a railway connection through the L&NWR Weedon-Leamington branch from 1895. The plant site remained derelict for many years, and was finally cleared of structures in 1968. The canal spur was filled in and the site has remained waste land, with foundations still visible. The quarries are partially back-filled, but mainly flooded.
Although this was the most important Warwickshire plant at the start of the twentieth century, information is hard to come by, and this account is far from satisfactory. Please contact me with any relevant information or corrections. I am particularly interested in firmer dates and statistics, pictures and plans.
Power Supply
The original plant was directly driven by steam engines. These were replaced with gas engines around the turn of the century. From 1910, the plant was converted to electric power, with an on-site generator driven by a 650 IHP Musgrave Uniflow steam engine. A second identical unit was added in 1913. Purchased power was never used.
Rawmills
Originally Collis and flat stone mills were used, grinding stone brought from the quarry by tramway. By 1905, they had 3 tube mills (size unknown) for wet grinding. In 1919, a wet "combination" tube mill was installed at the quarry, and the Lias was pumped to the plant as a slurry. At the plant, a second combination mill ground the slurry with added bought-in sweetener limestone.
Two rotary kilns were installed:
Kiln A1
Supplier: Edgar Allen
Operated: 6/1910-5/1945
Process: Wet
Location: hot end 444199,264766: cold end 444187,264725: totally enclosed
Dimensions: 140’0” × 8’0”B / 7’0”CD (metric 42.67 × 2.438 / 2.134)
Rotation (viewed from firing end): anticlockwise
Slope: ?
Speed: ?
Drive: ?
Kiln profile: 0×2134: 2134×2134: 3658×2438: 7010×2438: 10668×2134: 42672×2134: tyres at 1524, 11887, 24308, 37338: turning gear at 24841.
Cooler: rotary 50’0”× 5'0"/4’0” (metric 15.24 × 1.524/1.219) beneath kiln
Cooler profile: 0×1219: 1219×1524: 4572×1524: 5486×1219: 15240×1219: tyres at 2438, 11887: turning gear at 12192.
Fuel: Coal
Coal mill:
initially indirect: common rotary drier followed by combination tube mill
from 1922, direct: Atritor. These were the prototype Atritors.
Operated: 1913-5/1945
Location: hot end 444204,264765: cold end 444192,264724: totally enclosed
Rotation (viewed from firing end): clockwise
Identical in all other respects to A1
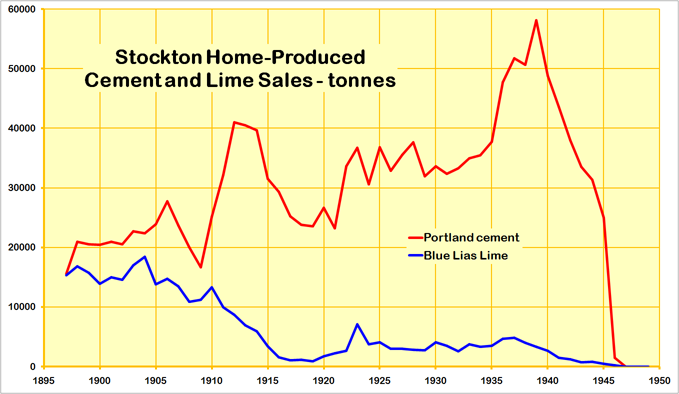
TheWarwickshire County Record Office holds sales ledgers from Charles Nelson & Co's plant at Stockton (temporary catalogue numbers RS 9/5/1-5). I present the data here because it represents an exceptionally long (over 50 years) time series of uniformly-gathered data, and because it refers to the idiosyncratic history of the Warwickshire industry. In Warwickshire, the Blue Lias district produced "engineering-grade" hydraulic limes from the 18th century, and these became popular throughout Britain when the building of canals allowed them to be distributed nationwide. When Portland cement began to be produced from the 1840s onwards, Blue Lias Lime was one of the established products with which it had to compete, and the reliability of this lime ensured that it remained in favour for certain applications well into the 20th century. Its production continued at the Warwickshire plants until WWII.
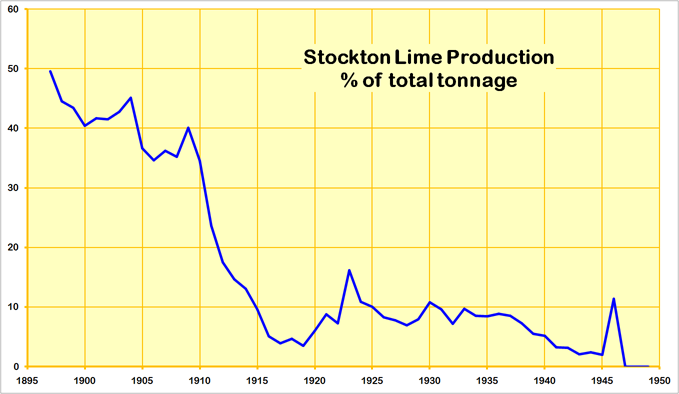
The Stockton plant was established on a site previously worked for lime in 1844. Portland cement made with a ground rawmix commenced production in 1872, and by 1886 its capacity was 15000 t/year of Portland cement and 25500 t/year of lime - about 63% lime. The lime was marketed in three forms: lump lime, ground lime and Selenitic lime. The vast majority (80-90%) was sold as ground lime, which is the familiar Blue Lias hydraulic lime, made by grinding the lump product without any slaking. Lump lime was probably made from stone from known high-carbonate floors. Selenitic lime was made by adding 5% gypsum at the grinding stage as a retarder, and was used in mortars. By the start of the following records in 1897, the relative position of lime and cement had reversed, with lime down to around 40% of tonnage.
Year
Own Product Sold tonnes
Purchased Materials Resold tonnes
Total Sales tonnes
Lump Lime
Ground Lime
Selenitic Lime
OPC
RHPC
Lump Lime
Ground Lime
Plaster
Cement
Lump Lime
Ground Lime
Selenitic Lime
Plaster
Cement
1897
474
14042
800
15574
0
2066
4484
347
7304
2540
18526
800
347
22878
1898
953
14807
1062
20952
0
2526
4818
512
4476
3479
19625
1062
512
25428
1899
911
13712
1118
20507
0
1978
4098
500
5120
2889
17810
1118
500
25627
1900
465
11953
1471
20480
0
1893
5705
557
8152
2358
17658
1471
557
28632
1901
802
13005
1182
20955
0
1103
4955
682
6883
1905
17960
1182
682
27838
1902
878
12138
1588
20533
0
794
2863
563
6455
1672
15001
1588
563
26988
1903
1706
14241
1034
22717
0
684
2857
436
7686
2390
17098
1034
436
30403
1904
1711
15582
1106
22397
0
357
2457
368
6755
2068
18039
1106
368
29152
1905
3198
9661
943
23880
0
271
950
395
4712
3469
10611
943
395
28592
1906
2314
11566
832
27741
0
436
1275
419
4668
2750
12841
832
419
32409
1907
2819
9711
931
23703
0
70
166
422
4103
2889
9877
931
422
27806
1908
2565
7629
710
20015
0
90
462
371
3207
2655
8091
710
371
23222
1909
1919
8461
792
16664
0
140
0
230
2430
2059
8461
792
230
19094
1910
3113
9507
651
25157
0
210
0
611
2419
3323
9507
651
611
27576
1911
2040
7353
546
32171
0
322
127
697
3040
2362
7480
546
697
35211
1912
1158
7108
440
41042
0
157
101
231
2545
1315
7209
440
231
43587
1913
774
5546
634
40477
0
58
0
218
4433
832
5546
634
218
44910
1914
1580
4207
169
39679
0
81
0
142
5320
1661
4207
169
142
44999
1915
583
2636
145
31530
0
121
2
112
5251
704
2638
145
112
36781
1916
39
1416
115
29335
0
54
0
98
1988
93
1416
115
98
31323
1917
63
913
57
25198
0
10
19
91
1885
73
932
57
91
27083
1918
67
1005
81
23776
0
15
8
93
957
82
1013
81
93
24733
1919
14
798
46
23582
0
35
6
206
2059
49
804
46
206
25641
1920
7
1645
57
26703
0
53
0
260
3089
60
1645
57
260
29792
1921
360
1610
273
23194
0
88
11
241
891
448
1621
273
241
24085
1922
334
2161
141
33646
0
56
1
149
1142
390
2162
141
149
34788
1923
314
6675
88
36772
0
34
15
112
2026
348
6690
88
112
38798
1924
246
3446
48
30647
0
39
0
152
1760
285
3446
48
152
32407
1925
429
3563
97
36785
0
48
15
148
1250
477
3578
97
148
38035
1926
283
2610
67
32894
0
139
11
203
1080
422
2621
67
203
33974
1927
257
2698
31
35588
0
616
0
214
272
873
2698
31
214
35860
1928
238
2528
28
37634
0
0
25
256
423
238
2553
28
256
38057
1929
185
2537
39
31954
0
64
0
305
475
249
2537
39
305
32429
1930
181
3819
74
33594
0
76
10
445
267
257
3829
74
445
33861
1931
442
2920
89
32353
0
22
12
669
284
464
2932
89
669
32637
1932
202
2316
72
33312
0
34
0
708
176
236
2316
72
708
33488
1933
226
3440
78
34957
0
21
12
492
234
247
3452
78
492
35191
1934
336
2878
84
35474
0
71
0
79
119
407
2878
84
79
35593
1935
344
3005
131
37727
0
68
1
680
219
412
3006
131
680
37946
1936
797
3720
125
47729
0
125
440
818
440
922
4160
125
818
48169
1937
860
3803
189
50645
1158
90
326
465
289
950
4129
189
465
52092
1938
216
3693
80
48962
1739
30
68
171
171
246
3761
80
171
50872
1939
34
3212
114
56166
1962
9
74
483
495
43
3286
114
483
58623
1940
83
2566
19
46408
2455
5
88
406
670
88
2654
19
406
49533
1941
10
1440
10
41480
2150
10
96
494
47
20
1536
10
494
43677
1942
0
1251
0
35379
2624
9
153
414
1830
9
1404
0
414
39833
1943
0
716
0
31603
1920
0
268
354
45
0
984
0
354
33568
1944
0
777
0
29805
1559
0
0
309
0
0
777
0
309
31364
1945
0
497
0
23509
1460
0
221
251
8252
0
718
0
251
33221
1946
0
193
0
1371
130
0
538
313
35290
0
731
0
313
36791
1947
0
0
0
0
0
0
723
298
37025
0
723
0
298
37025
1948
0
0
0
0
0
0
572
213
27817
0
572
0
213
27817
1949
0
0
0
0
0
0
160
62
6967
0
160
0
62
6967
It is noticeable that, particularly in the earlier period, a large proportion of the lime and cement sold was not made by Nelsons. The majority of these materials were sold at remote sales points, particularly London, and were packed under the Cock logo by other producers - mainly the other Warwickshire producers.
The total tonnage produced on site varied remarkably little during the period, and never rose very much above the 40,000 tonnes capacity in 1886. However, the amount of lime in the mix consistently fell. It is noticeable that lime production was set aside during both World Wars. Other Blue Lias Lime producers ceased manufacture earlier: Rugby in 1932, Barrow and Southam in 1935, Barnstone in 1938, Aberthaw and Harbury in 1939.