The Gillingham plant, founded in 1874, was bought out by J. B. White & Brothers Ltd in 1893, and subsequently became part of APCM. Due to relatively poor communications and restricted raw material reserves, it was not selected as one of the few plants for development, and it was closed down in 1911. The site was in 1920 sold to a renewed Gillingham Portland Cement Company Ltd, under the condition that rotary kilns would not be installed for ten years. The company planned to have a rotary kiln ready for use on the anniversary date in 1930. The kiln was obtained from Edgar Allen, and a contract for the purchase was drawn up in 1925. The contract is to be found in the Rugby Archive, held at the Warwickshire County Records Office, temporary catalogue number RC/11/3/3.
The contract itself is of typical format and is of little interest, but the list of equipment to be supplied is included in the appended Schedule, and this is given below. It gives an impression of the scope of equipment required to convert a static kiln plant to rotary operation, and shows the order of magnitude of the cost.
Values of imperial units (as of 1925) used in the text (alphabetical order): 1 acre = 0.40468424 Ha: 1 ft = 0.30479947 m: 1 gallon = 4.5460756 dm3: 1 HP (horse-power) = 0.7456998 kW: 1 inch = 25.399956 mm: 1 psi (pound-force per square inch) = 6.89478 kPa: 1 ton = 1.01604684 tonne: 1 yard = 0.91439841 m.
£1 (1925) is approximately £50 (2016).
THE SCHEDULE above referred to
Drawing No. 12242 - General Arrangement (Note 1).
Drawing No. 12220 - Survey Plan.
| SECTION 1: SLURRY WASHING AND MIXING PLANT. | ||||
|---|---|---|---|---|
| Item No. | Description | Price | ||
| 1. | Three 18 ft dia. Wash Mills for Chalk in the Quarry (Note 2), complete with Harrows, Grids and Screens, Driving Gear, Lay Shaft and Supporting Girders in Rolled Steel Sections. Vertical Shafts to have Ball Thrust Footsteps, and Fast Driving Pulleys supplied on Lay Shaft. | £1,253 | 0 | 0 |
| 1a. | One Set of 8" x 16" Three Throw Slurry Pumps for Quarry Washmill (Note 3). | £300 | 0 | 0 |
| 2. | One 18 ft dia. Washmill for Clay on Wharf with Gearing and Screens interchangeable with existing Clay Washmill. Complete with Line Shafting, Driving Pulley, Throw-out Clutch Gear (Note 4), and top Supporting Girders for gearing in rolled steel sections. | £415 | 0 | 0 |
| 3. | One Set of Three Throw Slurry Pumps 8" dia x 16" stroke, for finished Slurry, with Double Spur Gearing, including Pinion for Washmill Line Shaft (Note 5). Exclusive of Suction and Delivery Piping (Note 6). | £291 | 0 | 0 |
| 4. | Two Sets of Ironwork for 40 ft dia. Concrete Mixer Tanks, 12 ft depth of Slurry (Note 7). Consisting of Vertical Shafts with Gearing and Footsteps with Ball Bearings, Mild Steel Stirring Grids, Line Shaft, Double Reduction Gearing, and Fast & Loose Pulleys. Top Supporting Girders for gearing in Rolled Steel Sections. | £934 | 0 | 0 |
| 5. | Two Sets of Three-throw Slurry Pumps 8" dia x 16" stroke, complete with Line Shaft, Second Reduction Gear and Driving Pulley, with Throw-out Pinions on the Pumps, exclusive of Suction and Delivery Piping (Note 8). | £600 | 0 | 0 |
| 6. | Complete Suction, Delivery, and Overflow Piping Connections for Slurry Pumps, consisting of 6" dia. Cast Iron Flanged Piping, with Bolts, Jointing material, Stop Valves etc (Note 9). | £215 | 0 | 0 |
| TOTAL FOR SECTION 1 . . . | £4,008 | 0 | 0 | |
| Note - Item 6 refers to the Connecting Pipes for the Kiln Pumps Item 5. No Suction and Delivery Piping is included for the Single Set of Pumps Item 3. | ||||
| SECTION 2: ROTARY KILN ETC. | ||||
|---|---|---|---|---|
| Item No. | Description | Price | ||
| 1. | One Automatic Slurry Feeding Apparatus for the Rotary Kiln, complete with Supports and Worm Reduction Gearing (Note 10). | £111 | 0 | 0 |
| 2. | One Rotary Kiln 9 ft dia., by 200 ft long parallel, ¾" shell, four Cast Steel Tyres and Rollers, Mild Steel built-up Bedplates (Note 11), Cast Steel Driving Gear with machine-cut teeth with the exception of the large Ring and Pinion which would be machine moulded, Counter-shaft and Driving Pulley, Slurry Lifters (Note 12) fitted to the Inlet end of Kiln. One Mild Steel Hood on wheels. | £7,205 | 0 | 0 |
| Extra for Enlarged Burning Zone, 10 ft dia (Note 13). | £300 | 0 | 0 | |
| 3. | One Set of Fittings for Brick Chamber of Rotary Kiln, including Damper and Operating Gear, Draught Ring, Slurry Feed Pipe, four Cleaning-out Doors, and Inspection Door. | £277 | 0 | 0 |
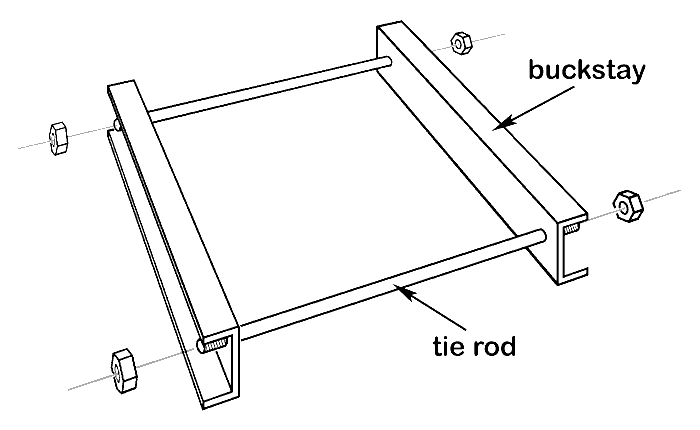
| 4. | One Set of Tie Rods and Buckstays for brickwork to Rotary Kiln Dust Chamber (Note 14). | £224 | 0 | 0 |
| 5. | One Rotary Cooler 6 ft dia. x 61 ft long, with Cast Steel Supporting Tyres and Rollers, similar to Rotary Kiln, together with Fittings for brickwork chamber. | £1,364 | 0 | 0 |
| 6. | One set of Tie Rods and Buckstays for Brickwork Chamber for Cooler Hood (Note 15). | £60 | 0 | 0 |
| 7. | One Set of Firebrick Linings for the Rotary Kiln, Cooler, and Kiln Hood. | £1,025 | 0 | 0 |
| TOTAL FOR SECTION 2 . . . | £10,566 | 0 | 0 | |
| Note - Chimney for Rotary Kiln not included. | ||||
| SECTION 3: COAL PLANT. | ||||
|---|---|---|---|---|
| Item No. | Description | Price | ||
| 1. | One Inclined Band Conveyor for raw Coal, 18" wide by 190 ft centres of Drums, complete with Driving Gear, Tension Gear, Fast & Loose Pulleys, Troughing and Return Rollers, Mild Steel Framing, Rubber and Canvas Band, exclusive of Supports from ground level, and Throw-off Carriage, but including 4 Mild Steel Ploughs for Throwing off the coal on top of the Silos (Note 16). | £699 | 0 | 0 |
| 2. | One Mild Steel Feed Hopper including Supports to ground level, and one Discharge Shoot at end of Conveyor. | £91 | 0 | 0 |
| 3. | Two 3 ft dia. Table Feeders under Silos, complete with Mouthpieces and Slides suitable for fixing to customers Ferro-Concrete Silos, including Mild Steel Shoots to Band Conveyor. | £136 | 0 | 0 |
| 4. | One Band Conveyor under Silos, 18" wide by 50 ft long, complete with Driving Gear, Fast & Loose Pulleys, Framing etc. | £217 | 0 | 0 |
| 5. | One Inclined Continuous Bucket Elevator 12" wide Buckets x 30 ft centres, complete with Driving Gear, Fast & Loose Pulleys, Framing, Rubber and Canvas Belt, and including Mild Steel Head Shoot and Inlet Supports for same. | £259 | 0 | 0 |
| 6. | One Rotary Coal Dryer 4'6" dia., by 40 ft long, large enough for drying coal for two Rotary Kilns (Note 17). Complete with Driving Gear, Cast Steel Tyres, supporting Rollers and Beds, Furnace Fittings, Inlet Hood and Outlet Shoot, Draught Rings for brickwork and short Connecting Flue in Mild Steel to Chimney Base, Damper and Frame. | £830 | 0 | 0 |
| 7. | One Mild Steel Chimney for Dryer 3'9" dia. by 60 ft high. | £192 | 0 | 0 |
| 8. | One Set of Tie Rods and Buckstays for Coal Dryer Brickwork (Note 18). | £79 | 0 | 0 |
| 9. | One 12" dia. Spiral Conveyor in Mild Steel Casing 30 ft long with Fast & Loose Pulleys. | £86 | 0 | 0 |
| 10. | One Vertical Steel Cased Elevator 55 ft centres, for dried Coal, complete with Buckets, Chain, Driving Gear, and Fast Driving Pulley, Inlet and Head Shoots. | £209 | 0 | 0 |
| 11. | One 12" dia. Spiral Conveyor in Mild Steel Casing 30 ft long, with Gearing and Fast & Loose Pulleys. | £101 | 0 | 0 |
| 12. | One Mild Steel Hopper for dried coal, approximately 30 tons capacity (Note 19), exclusive of structure to ground level, but including Connections to Turbo Pulverisers. | £252 | 0 | 0 |
| 13. | Two C.R.5 Turbo Pulverisers (Note 20) for Coal Firing the Kiln, exclusive of Motor. | £1,600 | 0 | 0 |
| 14. | One Set of Piping Connections for Turbo Pulverisers connecting Cooler to Kiln. | £164 | 0 | 0 |
| 15. | Shafting for the Coal Plant, consisting of two Countershafts with Turned Steel Shafting, Self-Oiling Bearings, Soleplates, Pulleys etc. | £50 | 0 | 0 |
| TOTAL FOR SECTION 3 . . . | £4,965 | 0 | 0 | |
| SECTION 4: CLINKER GRINDING PLANT. | ||||
|---|---|---|---|---|
| Item No. | Description | Price | ||
| 1. | One Mild Steel Discharge Shoot from Cooler with Supports. One Mild Steel Hopper to Clinker Weigher. One Automatic Clinker Weighing Machine. | £160 | 0 | 0 |
| 2. | Two Vertical Steel Cased Elevators for Clinker, 45 ft centres, complete with Driving Gear, and Fast & Loose Pulleys, Buckets and Chain. One Elevator to take from Cooler, and one from Yard Stock heap. Two Mild Steel Feed Hoppers for Clinker at Elevator Boots. Two Mild Steel Head Shoots. | £460 | 0 | 0 |
| 3. | One Mild Steel Hopper for filling Clinker Trucks on Yard Gantry, complete with Outlet Door but exclusive of Supports. | £25 | 0 | 0 |
| 4. | One Steel Band Conveyor for Clinker 18" wide by 95 ft centres of Drums, complete with Driving Gear and Pulley, Tension Gear, Framing, Drums, Idlers, V-Plough over first Clinker Hopper, and Mild Steel Discharge Shoot at end, exclusive of Gantry and Supports to ground level. | £322 | 0 | 0 |
| 5. | One Mild Steel Clinker Hopper about 30 tons capacity, including Supports to ground level, and one 4 ft dia. Table Feeder for Clinker to Cement Combination Mill, and 21" dia. Table Feeder for Gypsum (Note 21). | £450 | 0 | 0 |
| 6. | One Allen's "STAG" Combination Tube Mill 6 ft dia. x 32'6" long for Clinker grinding, with three compartments, including Cast Steel and Cast Iron Bar Linings, machine cut Cast Steel Helical Wheel and Pinion, short Countershaft and Flexible Coupling (Note 22). | £2,520 | 0 | 0 |
| 7. | One Charge of Metallic Grinding Media for the above Mill. | £496 | 0 | 0 |
| 8. | One 12" dia. Spiral Conveyor in Mild Steel Casing 48 ft long with Driving Gear, Fast Pulley and Mild Steel Breeches Shoot (Note 23). | £135 | 0 | 0 |
| 9. | Shafting consisting of One Countershaft for driving Clinker Elevator and Band Conveyor. | £44 | 0 | 0 |
| TOTAL FOR SECTION 4 . . . | £4,612 | 0 | 0 | |
| SECTION 5: ELECTRIC MOTORS. | ||||||
|---|---|---|---|---|---|---|
| Fifteen Motors and Starters and Controllers, as follows:- | ||||||
| A.C., 3 Phase, 400 Volts, 50 Cycles. | ||||||
| H.P. | R.P.M. | Slip Ring or Squirrel Cage | Location | Speed | Price (Note 24) | |
| One | 30 | 720 | S.R. | Kiln Slurry Pumps and two Mixers. | Constant | £100 |
| One | 1½ | 720/240 | S.R. | Slurry Feeder | Variable | £17 |
| One | 50 | 720/360 | S.R. | Rotary Kiln. | Variable | £240 |
| One | 20 | 720 | S.R. | Rotary Cooler | Constant | £70 |
| One | 20 | 720 | S.R. | Coal Dryer and Elevator | Constant | £70 |
| One | 120 | 570 | S.R. | 3 Chalk Washmills | Constant | £420 |
| One | 40 | 570 | S.R. | Clay Washmill & Pumps | Constant | £140 |
| One | 10 | 720 | S.C. | Coal Band Conveyor | Constant | £40 |
| One | 10 | 720 | S.C. | Two Clinker Elevators | Constant | £40 |
| One | 10 | 720 | S.C. | Band Conveyor under Coal Bunkers. | Constant | £40 |
| One | 10 | 720 | S.C. | Dried Coal Elevator and Conveyor | Constant | £40 |
| One | 350 | 250 | Synchronous | Clinker Combination Mill | Constant | £1820 |
| Two | 90 | 1460 | S.R. | Turbo Pulverisers | Constant | £460 |
| One | 10 | 720 | S.C. | Clinker Band Conveyor | Constant | £40 |
| TOTAL FOR SECTION 5 . . . £3,537. 0. 0. | ||||||
| SECTION 6: DRIVING BELTS. | ||||
|---|---|---|---|---|
| Price | ||||
| Best Balata Driving Belts from Motors to the machines specified in our Tender including Drives from Countershafts to Elevators etc. | £225 | 0 | 0 | |
| TOTAL FOR SECTION 6 . . . | £225 | 0 | 0 | |
| SUMMARY. | ||||
|---|---|---|---|---|
| Section 1 - | Slurry Washing & Mixing Plant. | £4,008 | 0 | 0 |
| Section 2 - | Rotary Kiln Plant. | £10,566 | 0 | 0 |
| Section 3 - | Coal Plant | £4,965 | 0 | 0 |
| Section 4 - | Clinker Grinding Plant. | £4,612 | 0 | 0 |
| Section 5 - | Fifteen Motors and Starters | £3,537 | 0 | 0 |
| Section 6 - | Driving Belts | £225 | 0 | 0 |
| TOTAL . . . | £27,913 | 0 | 0 | |
(Twenty seven thousand, nine hundred and thirteen pounds)
Sealed in the presence of:
| Wm Crosby | Director |
| W Y Coles | Director |
| E R Burkinshaw | Secretary |
In addition to the work done by Allen, various items were provided by the plant or other contractors. My rough estimate of the 1925 cost of these follows (Note 25):
| LOCALLY SUPPLIED ITEMS. | ||||
|---|---|---|---|---|
| Description | Price | |||
| Quarry Pipeline | £2,540 | |||
| Pipeline from wharf to kiln feed mixers | £730 | |||
| Kiln feed mixer vessels | £200 | |||
| Pump house | £75 | |||
| Back end building | £350 | |||
| Back end chamber | £160 | |||
| Four kiln piers | £375 | |||
| Kiln motor house | £20 | |||
| Kiln and cooler building | £1,300 | |||
| Cooler chute | £70 | |||
| Coal store and drier building | £640 | |||
| Cooler piers | £30 | |||
| Clinker elevator structure | £295 | |||
| TOTAL . . . | £6,785 | |||
This raises the total cost to £34,698, which can be split between three sections:
| Allen | Local | Total | |
|---|---|---|---|
| Raw milling | £2,855 | £3,270 | £6,125 |
| Kiln | £19,607 | £3,515 | £23,122 |
| Finish milling | £5,451 | 0 | £5,451 |
| Total | £27,913 | £6,785 | £34,698 |
The kiln produced about 160 t/d, or 54,400 tonnes for a 340 day year, so the total cost was £0.6378 per annual tonne, or about £32 in 2016 money. Allen were at the time in cut-throat competition with Vickers and had lost several orders to them, so Gillingham may have got a fairly favourable deal, at least for the main items of equipment.
The Gillingham company is discussed at some length in Lesley Cook's book. Having started up in 1920 in time for the brief early-1920s boom, the Gillingham company after five years operation could probably have raised most of the cost of the project from revenue, but a certain amount of debt was taken on. Commissioning of the plant was promptly followed by the 1931-1933 downturn, and large losses were made in 1930-1932. After this, modest profits were made, but any thought of expansion was abandoned, and the company began to look for prospective buyers. The company was finally sold to the Amalgamated Roadstone Corporation in 1937 for less than £100,000. It was sold on to Rugby in 1939 and promptly closed. The kiln was transferred to the Rugby plant as part of Kiln 4.
A 1935 photograph shows the location of many of the items in the Allen list.