Extension of the Cement Works of the Coltness Iron Company, Ltd.
by Henry Pooley, Jnr., B.Sc., M.Inst.C.E., M.I.Mech.E., Consulting Engineer for the New Works.
The blastfurnace Portland cement factory of the Coltness Iron Co., Ltd., is at Newmains, Lanarkshire. Before the war the Company operated an extensive blastfurnace plant, and in the very early days machinery was installed merely to mix and grind blastfurnace slag and lime, using the well-known process developed by Colloseus in Germany, but in general the quality of this old type of slag cement was not very uniform. The Company, therefore, installed a new plant, treating the materials as normal raw materials are treated in the manufacture of normal Portland cement on the dry process. The new plant, designed and supplied by Pfeiffer of Kaiserslautern, was completed just at the outbreak of hostilities in 1914 (Note 19), and produced true Portland cement clinker. To manufacture blastfurnace cement the clinker was mixed with granulated slag.

Figure 1: Diagrammatic Outline of Works as is existed in January, 1934. View in
higher definition.
The Existing Works
Fig. 1 is a diagrammatic outline of the works as it existed early in 1934. Limestone and slag entered at A and were crushed in jaw crushers and elevated to reinforced concrete bunkers arranged in pairs over two Pfeiffer "double hard" mills at B and C, operating in connection with separators (Note 20). These four bunkers are now used to store the crushed material for the new grinding plant. A complicated system of conveyors, elevators, and the like transported the ground material to four reinforced concrete silos at D. Again, these four silos have been used for the storage and mixing of raw material in the new extensions. They were previously fitted with extraction worms, and elevators and conveyors circulated the material for blending. The uniformity of the mix passing to the kiln was not good and necessitated extremely hard burning to produce the quality desired (Note 21). All the machinery was driven by belting and countershafting, which was very complicated. When the raw meal was mixed as well as possible with this system, it was extracted from a silo and elevated directly to a paddle conveyor discharging it into the kiln feedpipe. The usual water spray (at E) was arranged to damp the material before entry to the kiln.
No. 2 kiln (G) was used. The original kiln (No. 1 situated at F), now disused, was about 115 ft. long by 8 ft. 2 in. in diameter at the firing zone (which was about 33 ft. long) by 6 ft. diameter for the rest of the length. A separate double-shell type cooler 29 ft. 6 in. long by 5 ft. 9 in. and 4 ft. 8 in. in diameter was installed underneath (Note 22). This kiln has not operated for many years.
No. 2 kiln was 131 ft. long by 8 ft. 2 in. in diameter and parallel throughout its length (Note 23), and was fitted with a Pfeiffer-type integral cooler. The clinker, after passing through the firing zone, fell through four ports equally spaced around the circumference of the shell and thence to four cooling cylinders (H) 26ft. 3 in. long by 2 ft. 7 in. diameter, fastened to the kiln shell and rotating with it. The clinker in the coolers travelled in the opposite direction to the material in the kiln and was delivered at K. The clinker was then elevated to a hopper and taken by the ropeway L directly to the concrete clinker hoppers at M.
To reach the store N the clinker was first discharged in trucks and placed in the store by a second ropeway (O) (Note 24). One or more of the hoppers at M was used for granulated slag, conveyed thither by the conveyor P. The clinker and slag were fed to a shaker conveyor, the flow being regulated by feed tables in the hoppers, and taken to the grinding plant in the building Q. Originally the grinding was performed by Krupp ball and tube mills (Note 25), but a few years ago these were replaced by a Smidth Unidan mill, 36 ft. long by 6ft. 6in. in diameter. The finished cement was stored, mixed, packed, and despatched at R and S. The coal was discharged at T and dealt with in a Herbert Atritor (No. 12) located in the position shown and thence blown into the kiln.
The fineness of the raw meal produced by this arrangement was in the neighbourhood of 18 per cent. residue on the 170-mesh sieve, while the uniformity, as already indicated, left much to be desired. The output averaged just under four tons per hour, while the coal consumption was approximately 26/27 per cent. standard coal. The kiln exit-gas temperature, as normally in the case of a kiln of these dimensions and working under these conditions, was in the neighbourhood of 900 deg. F. or more (Note 26), while the temperature of the clinker leaving the coolers was about 450 deg. F. With such coarse raw material, the burning was naturally very hard. The Pfeiffer cooling arrangements contained the germ of the ideas of cooling so well-known today.

Figure 3: Arrangement of Plant showing improvements installed during 1934. View in
higher definition.
Plan of Modernisation
In spite of the fact that the Company's blastfurnaces have been shut down for the past ten years and it is now necessary to purchase slag, it was decided to modernise the cement plant by scrapping certain old machinery and introducing new plant and methods. To keep the cost of the alterations within the prescribed limits and at the same time accomplish the desired results was not simple when dealing with a mass of complicated belt drives and out-of-date machinery, although the matter was simplified by the excellence of the original lay-out, the space available in the buildings, and the substantial nature of the buildings. The alterations indicated in Fig. 3 were decided upon and installed. In outline these comprised first, new raw material crushing and handling arrangements at A, B, C, and D for the introduction of limestone, slag, and sandstone into the existing crushed stone hoppers originally used to feed the Pfeiffer "double hard" mills. Then extracting arrangements for the crushed stone hoppers were fitted, together with a new grinding unit, at F, and an entirely new system of transport for the raw meal was installed. Also, new mixing arrangements were installed, together with a proper feed to the kiln at H. The lower two sections of the kiln were removed and replaced, and a new recuperator added at A. An elevator at L was installed to take the clinker to a band conveyor (M) running in the existing gantry which previously carried the ropeway transporting the clinker. A second band conveyor at N was installed to distribute the clinker in the existing clinker hoppers or directly to the clinker store as shown in the drawing. In the store a reversible conveyor running at right angles to the last was introduced to distribute the clinker. This outline indicates the extent of the modernisation of the plant, and it was felt that in this way a good deal had been done to improve the quality of the clinker, decrease costs, and simplify the working of the plant.
Perhaps the most important alteration made was in connection with the handling and mixing of the dry raw powder for burning. One of the disadvantages of the dry process in the past has been that it was impossible, under normal conditions, to maintain as uniform a mix passing forward to the kiln as when using the wet system. It was (and is) possible to maintain, without undue difficulty, a calcium carbonate content of the wet slurry not varying much more than, say, 0.15 per cent. on each side of the desired figure (Note 27). This uniformity can be regularly maintained, and thus, other things being equal, the quality of the cement being manufactured by the wet process was in general more uniform than that made by the dry process. Now, however, this statement can no longer be maintained on account of improved methods of blending dry powders.
The Fuller-Kinyon method was chosen in this case, and when it is efficiently operating this system will maintain a regularity of mix similar to the wet process. Indeed, in this case. soon after the installation and before the men were accustomed to the new ideas and machinery, the mix had already greatly improved and maintained its proportion within 0.4 per cent. After some months of operation the mix is maintained with a variation of 0.15 per cent. A somewhat detailed description of this operation is given later, as readers in this country are in general not so familiar with the dry process, and where, owing largely to the nature of most of the raw materials, the wet process is almost universally used (Note 28).
Raw Materials
The raw materials are limestone, slag, and sandstone. All the materials are delivered by rail and are dumped from trucks at point X on Fig. 3. Here a new reinforced concrete hopper supplies a new apron feeder manufactured by Boby and Co. This feeder is 18 in. wide and is supported at 16 ft. centres; it is driven by a 3-HP motor through enclosed worm-reduction gearing. The feeder consists of overlapping mild steel trays 18 in. wide and ¼ in. thick, each having a flanged cast-iron roller at each end running on angles protected by wearing strips. The trays are attached to a single strand of standard flat-link-type chain passing over chilled cast-iron sprocket wheels.
The feeder discharges either directly into the boot of an elevator feeding the drier (which is the case when the material not required to be crushed is fed to the system or when the flap valve is turned), or to one of the original Pfeiffer crushers taken from its old position. The elevator was also transferred from its position in the old plant and 18 in. buckets were fitted. The limestone, in pieces of approximately 4 in. cube downwards, is reduced by the crusher to about 1½ in. and under. The three materials are fed to the system at different times and are dried separately in the original drier still maintained in the same position and fall on to a steel tray conveyor at B in Fig. 3, which was also supplied by Boby and Co. This conveyor is of a similar type to that already described but is 18 in. wide and at 66 ft. centres. It is direct-driven by a 4-HP motor running at 960 r.p.m. through a totally enclosed worm gear and chain. The capacity of this conveyor is approximately 13 tons per hour. The material next falls into the boot of a chain-bucket elevator 10 in. wide by 56 ft. centres, which takes the material to the top of the building at C. The buckets are of ⅛ in. steel with a mild-steel reinforced lip, and, as the elevator is inclined, they are fitted at the back with double rollers. The elevator is more or less of standard type, supplied by Boby and Co., and is driven by a 4-HP motor at 960 r.p.m., through enclosed reduction gear and chain.
This elevator deposits the respective materials through a chute on to a horizontal flat belt conveyor 14 in. wide by 85 ft. long located over the four hoppers which originally fed the Pfeiffer mills (Note 29). The conveyor is of the normal type supplied by Boby and Co., and is driven by a 3-HP motor running at 960 r.p.m. The drive is direct through reduction gear and chain.
The hoppers are now used one for sandstone, one for slag, and two for limestone. Originally it was intended that the material should be removed from the belt by ploughs, but after a few months' running it was found that the wear of the belt was too heavy and the ploughs have been replaced by a throw-off carriage.
Fig. 2 shows the arrangement of the machinery. After running the plant a short while it was decided to install a small secondary crusher to reduce the limestone to about 1 in. and under and so increase the capacity of the raw mill. This machine is installed at Y in Fig. 2 and the belt conveyor has been slightly raised at the end to accommodate the modified arrangements. The second crusher is of the 24-in. "B" disk type, manufactured by Hadfields.
Underneath the four feed hoppers (Fig. 2) is a second conveyor. This is a troughed belt, 14 in. wide by 80 ft. centres, driven in a similar manner to the conveyor already mentioned. This belt collects the three materials from the hoppers. The material reaches the belt by feed tables, 3ft. 3 in. in diameter and driven separately by motor and worm-reduction gear.
Raw Material Grinding
The main unit in this section is a Vickers-Armstrongs three-compartment compound tube mill, 6 ft. 6 in. diameter by 32 ft. long. The first and second chambers are lined with chrome steel plates, stepped in the first compartment and plain in the second, while the finishing chamber is lined with hard cast-iron bricks. The intermediate and end diaphragms are of cast steel. The mill is charged as follows: First chamber, 6 tons of 3½ in. to 2½ in. 0.8 per cent. carbon forged steel balls; second chamber, 8 tons of 2½ in. to 1½ in. carbon forged steel balls; third chamber, 12 tons of 1 in. to ¾ in. hard cast-iron balls.
The drive is by a 400-HP G.E.C. motor running at 368 r.p.m. already in stock at the works, and a new reduction gear by David Brown was supplied to connect to the mill countershaft. The drive is through a cast-steel pinion on the mill countershaft and a cast-steel driving gear bolted to the feed trunnion head. The mill was designed for a capacity of 10 tons per hour of the raw material when fed with pieces of 1 in. and under, the residue being 8 per cent. on the 170-mesh sieve. In practice the mill grinds approximately 11 tons per hour to between 9 and 10 per cent. residue on the 170-mesh sieve, which is sufficient for the purpose (Note 30).
Coupled to the mill, and drawing air from both the outlet and inlet ends, is a Visco-Beth automatic-suction scavenger-type dust collector consisting of three compartments, each compartment having twelve tubes 10 ft. high. As the moisture content of the material is small, say 2 per cent. maximum, no heater or separate scavenging fan was necessary. The dust-collecting plant is coupled to the main suction fan, driven by a belt from a 6 HP motor running at 1,440 r.p.m.

Figure 4: Rawmill outlet and FK pump.
Transport and Mixing of Raw Meal
The most important part of the alterations is the Fuller-Kinyon system of conveying, storing, and mixing the raw meal. The installation comprises two conveying systems, one from the grinding department to the silos, called the "mill stream", the one from silo to silo or to the kiln feed hopper, called the "circulating stream" (Note 31). Both systems are synchronised to function as a unit under a timed automatic control to blend the raw material; this we will call the "blending system". Although the two conveying systems are both connected to the blending system, they can operate separately or simultaneously at the will of the operator.
THE MILL STREAM.—This conveying system is composed of a standard type 5-in. stationary Fuller-Kinyon pump, receiving the raw material directly from the tube-mill. This pump is connected to a 3½ in. diameter conveying line, and conveys and delivers the raw material to any of four silos according to predetermined cycles and lengths of time, and is operated under remote control from the laboratory as described later. The length of the line is 260 ft., including a vertical lift of 55 ft. The pump is direct driven by a G.E.C. motor rated at 15 HP and running at 960 r.p.m., and has a maximum hourly capacity of 11 to 12 tons. The compressed air delivered at the pump is used under a pressure of 12 to 14 lb. per square inch. The average power absorbed per ton conveyed is 1.3 HP for both the pump motor and compressed air. Fig. 4 illustrates the assembly of the Fuller-Kinyon pump and the discharge hood of the tube mill.

Figure 5: Recirculation FK pump, fed from the blending silos extraction screw.
CIRCULATING-STREAM AND DELIVERY OF RAW MATERIAL TO KILN FEED HOPPER.—This system is composed of a 6 in. type F stationary Fuller-Kinyon pump, receiving raw materials from any of the four silos, separately or simultaneously and in variable proportions. From the silo outlets (Note 32) the material is fed to the pump hopper by two screw conveyors with a total hourly output of 30 tons. A third screw conveyor brings to the pump hopper the flue dust collected in the kiln-dust settling chambers (Note 33). This is a good method of uniformly disposing of the dust. The system is found to work well, and not only gets rid of what would otherwise be a nuisance, but does so in a practical way by distributing evenly very small proportions throughout the mass of raw materials being circulated and blended. The 6 in. pump works in combination with a 5 in. conveying line, delivering the raw material to any of the four silos and to the kiln bin over a total length of 115 ft., including 60 ft. of vertical lift. The pump is driven by a 25 HP G.E.C. motor running at 960 r.p.m. The air pressure admitted at the pump varies from 12 to 16 lb. per square inch. The total power absorbed per ton conveyed averages 1 HP for the pump motor and compressed air. Fig. 5 shows this pump, and Figs. 6 and 7 show the conveying lines and their various branches on top of silos with branch line to the kiln bin.
The compressed air necessary for both pumps is supplied by one Reavell reciprocating air compressor. This compressor is of the vertical type, single stage, and can deal with 400 cu. ft. of air per minute at a maximum pressure of 30 lb. per square inch; it works normally at a pressure of from 20 to 22 lb. when both pumps are operating under full capacity. The compressor is driven by a 50 HP G.E.C. motor running at 460 r.p.m. A small auxiliary "garage" type Reavell compressor, driven by Tex rope from the main compressor flywheel, and dealing with 3 cu. ft. of air per minute, is also installed to operate separately the electro-pneumatic valves to which it delivers compressed air at 50 to 60 lb. per square inch. It is just possible to operate these valves by the low-pressure air generated by the main compressor, but with the higher pressure the valves operate more smartly and satisfactorily.
The main compressor delivers air to a 36 in. diameter by 6 ft. high air receiver complete with the necessary arrangements for draining, etc., and the small compressor delivers air to a small receiving vessel alongside. The main compressor also delivers compressed air to two air nozzles in each raw material silo for breaking up any arches which may be formed by the material.


Figures 6 & 7: FK lines above the blending silos.
BLENDING SYSTEM UNDER REMOTE CONTROL.—Fig. 8 illustrates the automatic control board in the laboratory under the supervision of the chemist. By this remote control extremely complex and frequent variations in the delivery points of the mill-stream and circulating-stream are easily made. The two conveying systems are interlocked and controlled as a single unit and operated from the control panel. The system can operate automatically without attention, but if for some reason raw material should be diverted immediately from the mill-stream or from the circulating-stream, separately or simultaneously, it can be sent instantly to the new delivery point by the operation of a remote control switch forming part of the control panel.

Figure 8: Blending system mimic panel.
By means of this control board the chemist operates and controls the distribution of raw material through the various branch lines of the two systems (mill-stream and circulating stream) in a predetermined sequence and for any desired period of time. Thus the quantity of raw material delivered to any silo or to the kiln feed hopper at a given time is determined by the rate and time interval of delivery rather than the capacity of the bin to receive material. If a silo or bin is full it is by-passed automatically until it can again receive material. A standard time unit, adjustable from the front of the panel, controls the operation of the distributing valves at any desired interval from two to sixty minutes. The two Fuller-Kinyon systems are synchronised under this control to function as a unit. This timed automatic control is used in blending the dry raw materials in accordance with the Fuller or layer method by which mill-stream and kiln-delivery are synchronised with silo circulation. Deliveries can be made singly or to any grouping of silos by all or any combination of systems for any time interval.
On the control board are shown diagrammatically the two Fuller-Kinyon systems and their distribution branches: Blue lights on the mill stream and red lights on the blending stream indicate the direction of material flow at all times. Green lights in the rectangles indicating the four silos and the kiln bin remain lighted so long as the bins have capacity to receive material. Fig. 8 shows the position of the valves, which are electro-pneumatically controlled, and their remote control switches which have three positions to provide for automatic, remote control, or seal silo or kiln bin.
With these arrangements it is possible to obtain a uniformly high quality cement by the dry process in making use of the improved dry blending methods which have now been in operation in many dry process cement plants in the United States for some years. The layer system is based on the characteristics of dry materials and makes use of their behaviour in handling and in storage. As an example, pulverised materials which have been transported or pumped by a conveying system in an aerated condition have no tendency to separate or classify according to specific gravity or fineness. When discharged into a bin the materials assume a flat or hydrostatic level due to the quasi-liquid condition, and when two systems discharge simultaneously into the same silo a partial mixture results from the turbulent flow.
One of the factors contributing to better mixing is the characteristic of dry pulverised materials when withdrawn by gravity from a storage bin or silo to form pipes or "rat-holes" above the discharge spouts throughout the entire height of the material in the silo or bin. Materials thus discharged are the product of almost all levels from top to bottom rather than the lowest material in storage (Note 34). Advantage of this is taken in the present system by forming thin flat layers of a fraction of the mill stream load in each bin automatically. Equal or variable fractions of materials are withdrawn from each of the raw storage silos and recirculated, together with a small quantity of flue dust which is delivered as it accumulates. In the installation described the entire system operates continuously without complicated supervision if the mill stream error does not vary beyond usual conditions. If this takes place the automatic operation can be modified by remote control and the variation rectified by the correct apportioning of raw material elements correctly blended as mentioned later.

Figure 9: Auto-sampler on the millstream FK line.
When the installation is operating as a unit the most important factors contributing to the ultimate mixture are (1) the spread of the mill stream error over the number of silos available, in this instance four; (2) the effect of collection, circulation, and blending of the first two and the third and fourth silos by discharge into the same pipelines and by delivery in sequence to each of the four silos; (3) the turbulent action of the two discharging streams; (4) the number of "rat-holes" in each silo; (5) the delivery of the kiln intermittently and alternately from the first two and the second two silos; and (6) delivery to the kiln bin at similar time intervals to form thin flat layers in the kiln bin, which run together similarly during withdrawal by the kiln feeders. When the bin is filled the branch line over the kiln bin connected to the withdrawal transport line is by-passed by the automatic control.
The system is so arranged that blending may be accomplished by proportioning and correcting. For example, if the normal materials are low in lime the mill stream may be circulated in three of the four silos and a high-lime material delivered to the fourth silo. Blending is then accomplished by proportioning withdrawals from the first three silos and the fourth silo for effecting an ultimate mixture in collection and delivery by the layer system to the kiln bin. The system permits as many variations of operations as may be required. The total energy used by the automatic control and blending system does not exceed 2 kilowatt hours per ton of cement for the whole plant.
A sampling device (Fig. 9) fitted on each main conveying line (mill stream and circulating stream) in a suitable place for easy inspection can give a continuous sample over two or more hours of each stream in collecting the sample into a bucket under pressure equilibrated with the conveying line (Note 35); alternatively, an instantaneous sample at any given time may be obtained by discharging it directly into any sampling box under atmospheric pressure. The samples of raw materials so taken have been thoroughly mixed by the blasting effect of the compressed air admitted at the air ring of the pump, and consequently they give an accurate idea of the composition and analysis of the raw material at any given time, or an average over any period of time. Such control is most important and when properly used makes certain of the uniformity of the resulting clinker and cement. The complete new Fuller-Kinyon system is shown in red in Fig. 3.
The Kiln

Figure 10: Section through kiln showing new feed, drive, cooler and firing arrangements, etc. View in
higher definition.
Extensive modifications were executed in connection with the No. 2 Pfeiffer 131 ft. kiln previously described. The main alteration consisted in the entire removal of the two lower sections, approximately 15 ft. 1¼ in. overall length. The new plates were of ¾ in. boiler-quality mild steel supplied with one circumferential butt strap 20 in. wide by ¾ in. thick, a longitudinal butt strap 14 in. wide by ¾ in. thick, and one wrapper under the existing tyre 26 in. wide by ⅝ in. thick at the lower end. This tyre (Fig. 10) is situated at the extreme lower end of the kiln, and another wrapper 36 in. wide by ½ in. thick was fitted under the recuperator outlets.
A completely new cooling system was fitted, comprising ten cylinders each 3 ft. 6 in. internal diameter by 14 ft. long, bolted to the shell of the kiln and receiving clinker through five twin cast-steel outlet chutes. This recuperator is of the normal Vickers-Armstrongs "Reflex" type and was supplied and fitted by that firm (Note 36). The coolers have special linings of heat-resisting cast iron and are fitted with the new type cone end. With the old Pfeiffer cooler burning took place very near the outlet end of the kiln, and only a short burning pipe was used. In order to increase the efficiency of the cooling a new burning pipe of greater length was installed, and from the point of view of output some of the effective length of the kiln was thereby taken away. The burning pipe was supplied by Vickers-Armstrongs and is of the air-jacketted type. A separate booster fan was installed to supply the air entering the kiln through the annular space surrounding the pipe. The kiln is still supplied with coal by the same "Attritor" as before, arrangements in this respect being unaltered (Note 37).
Clinker Handling
A mild-steel discharge chute collects the clinker from the cylinders and delivers it to a weighing machine and then to a totally-enclosed vertical bucket elevator with 10 in. buckets and 53 ft. centres supplied by Boby and Co. and constructed upon similar lines to that previously used. The elevator is driven by a 4-HP motor running at 960 r.p.m., and has a capacity of 12 tons of clinker per hour.
Previously clinker was transported by a ropeway separated by a gantry leading to the clinker silos. In order to save expense an effort was made to use this gantry to carry a belt conveyor, and this was done (Note 38). The clinker is delivered from the elevator to a troughed belt 14 in. wide by 175 ft. centres, which is fitted into and carried by the gantry. The conveyor was also supplied by Boby and Co., and is driven by a 5 HP motor running at 750 r.p.m. Although it is somewhat cramped, the arrangement worked out quite well. The belt conveyor delivers clinker either directly to one of the clinker silos or to a second belt conveyor travelling over the top of the silos and carrying it into the clinker store. This conveyor, which is 14 in. wide by 100 ft. long and is driven by a 4 HP motor running at 960 r.p.m., can spout clinker directly into the store or alternatively on to a cross reversible conveyor 14 in. wide by 65 ft. centres to increase the store capacity.
General
Orders for the new plant were placed in January 1934 and in August the new machinery was first lightly run. In September the plant was put into production, and after six months it had decreased production costs and improved the quality of the clinker. In addition, the kiln output has improved from 90 to 93 tons per day to over 100 tons, in spite of a reduced effective length. The back-end gas temperature has not altered much, but the cooling of the clinker is more effective, the temperature not exceeding 200 deg. F. With the finer raw materials, an improvement of 10 per cent. to 15 per cent. is shown in coal consumption. The new arrangement is much simpler in operation and more easy to control. The works described completes the first stage in the intended modification of the plant. Messrs. Vickers-Armstrongs, Ltd., Barrow-in-Furness, acted as main contractors for the work, while the electrical installation was undertaken by the Coltness Iron Co.'s staff.

 Picture 1: ©Historic England - NMR Aerofilms Collection. Britain from Above reference number SPW035860.
Picture 1: ©Historic England - NMR Aerofilms Collection. Britain from Above reference number SPW035860. Picture 2: ©Historic England - NMR Aerofilms Collection. Britain from Above reference number SPW035861.
Picture 2: ©Historic England - NMR Aerofilms Collection. Britain from Above reference number SPW035861. Picture 3: ©Historic England - NMR Aerofilms Collection. Britain from Above reference number SPW035863.
Picture 3: ©Historic England - NMR Aerofilms Collection. Britain from Above reference number SPW035863.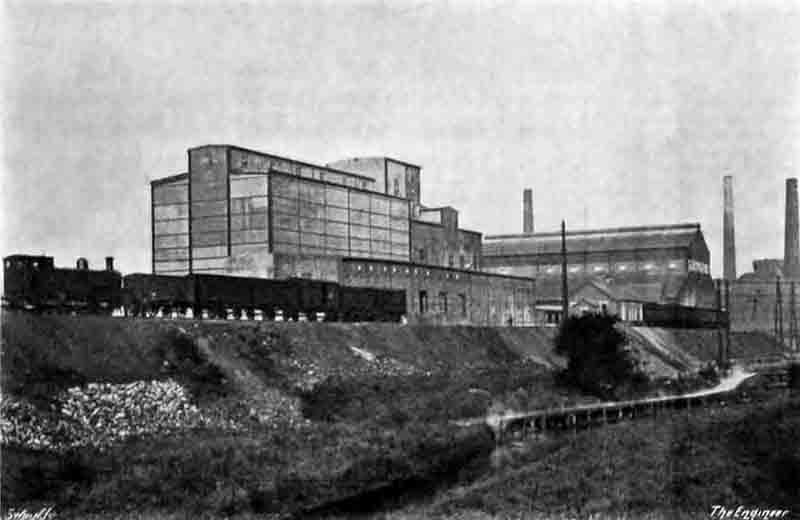 General view with the cement store and packing plant nearest, attached to the mill house behind, and the slag store beyond.
General view with the cement store and packing plant nearest, attached to the mill house behind, and the slag store beyond.
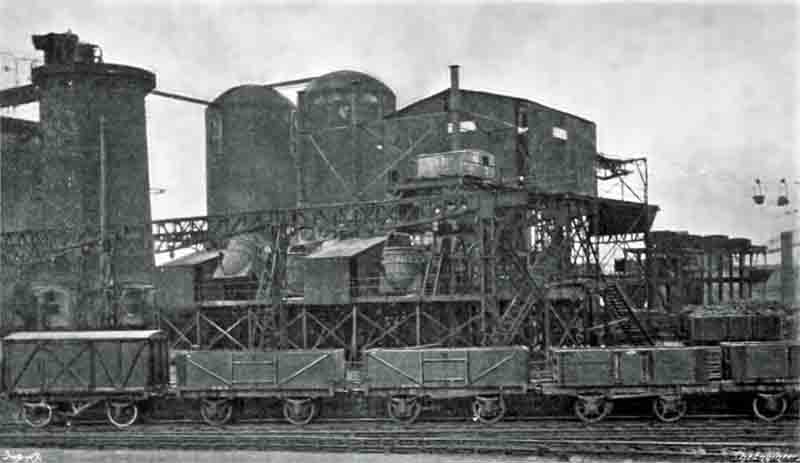 Fig. 4: Front of the granulator platform, with the end of the overhead crane gantry. Two liquid slag ladles can be seen, the one on the left in process of tipping. The end blastfurnace is to the left. The tall domed structures behind are two of the seven hot blast stoves.
Fig. 4: Front of the granulator platform, with the end of the overhead crane gantry. Two liquid slag ladles can be seen, the one on the left in process of tipping. The end blastfurnace is to the left. The tall domed structures behind are two of the seven hot blast stoves.
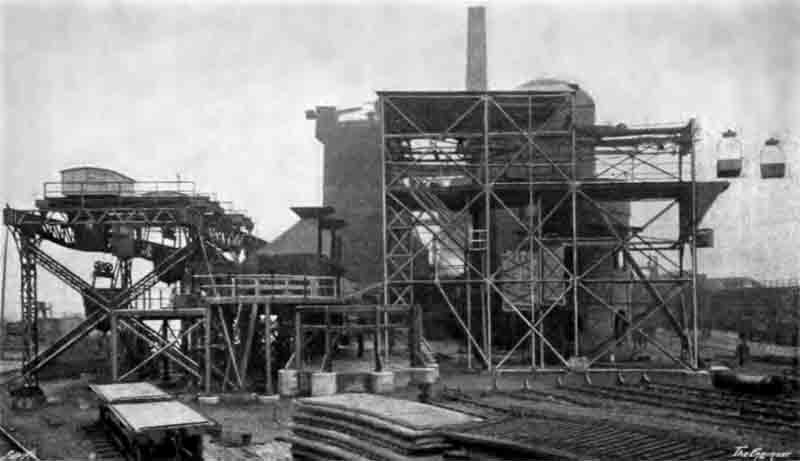 Fig. 5: Side view, showing the crane carrying ladles to the left, the two granulators centre, and the elevator raising the product buckets for transportation to the grinding plant. The row of six blastfurnaces is behind the granulators, and the solution tank is visible through the ropeway staging.
Fig. 5: Side view, showing the crane carrying ladles to the left, the two granulators centre, and the elevator raising the product buckets for transportation to the grinding plant. The row of six blastfurnaces is behind the granulators, and the solution tank is visible through the ropeway staging.
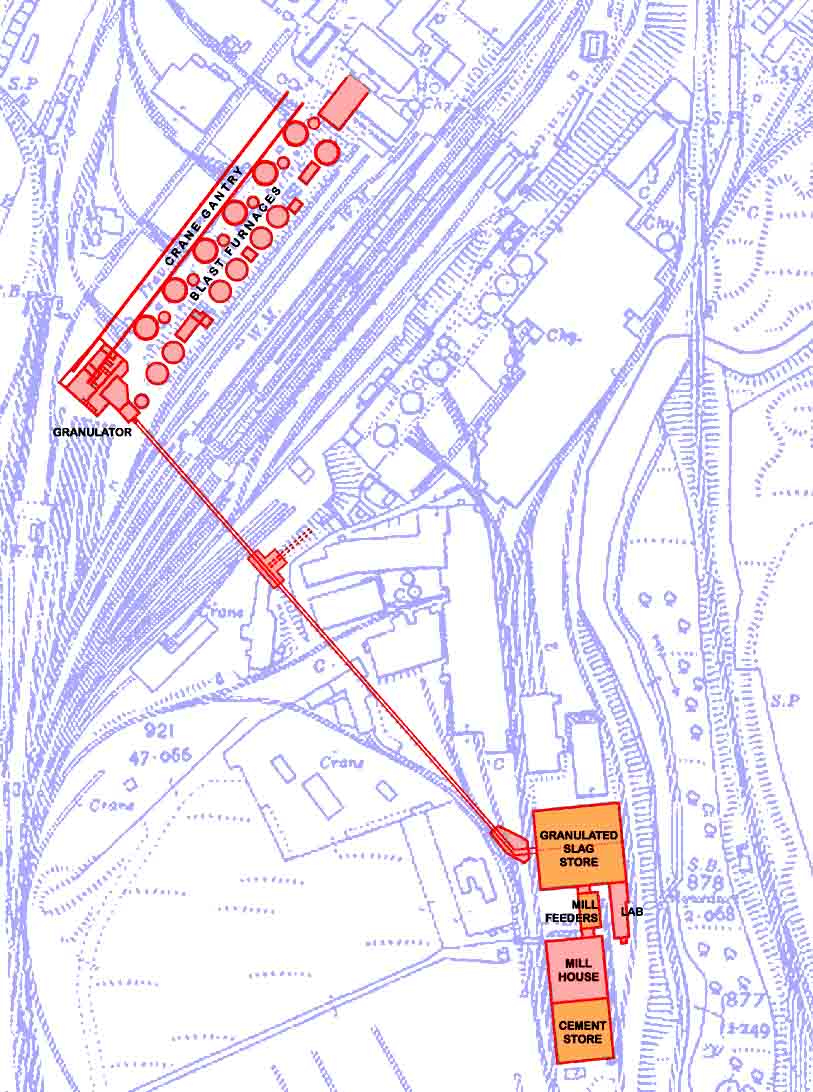 Plan based on the 1912 map showing the layout of the furnaces, granulators, ropeway and grinding plant.
Plan based on the 1912 map showing the layout of the furnaces, granulators, ropeway and grinding plant.
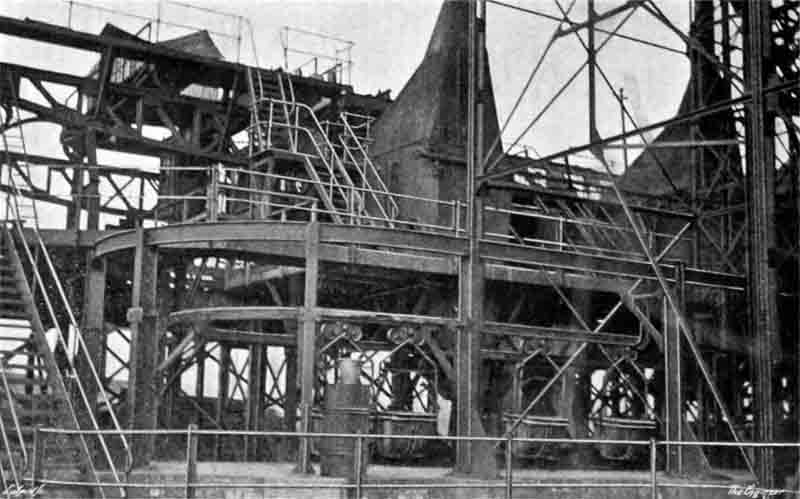 Fig. 6: Rear of the granulator platform. The ropeway buckets are queued up to receive slag from the chutes under the granulators.
Fig. 6: Rear of the granulator platform. The ropeway buckets are queued up to receive slag from the chutes under the granulators.
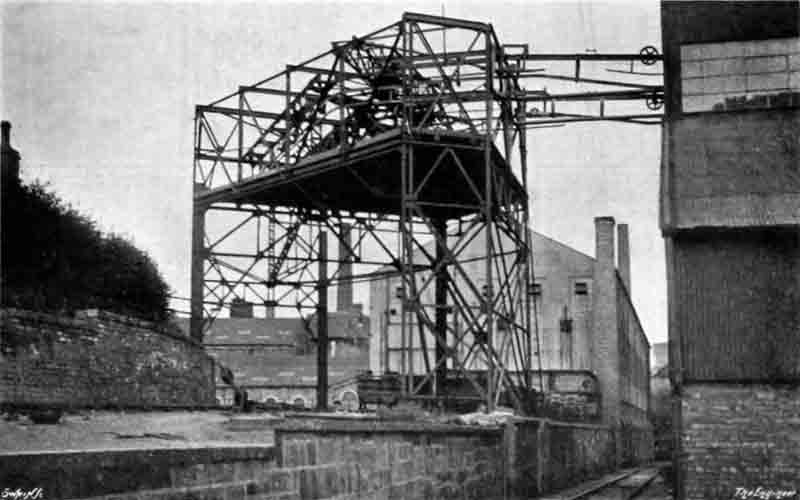 Fig. 7: The entry of the ropeway into the slag store.
Fig. 7: The entry of the ropeway into the slag store.
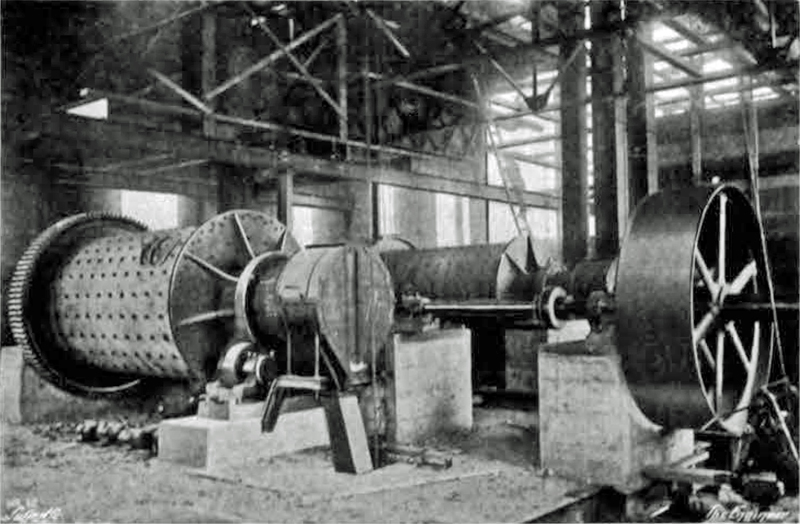 Fig. 1: Ball mills under construction.
Fig. 1: Ball mills under construction.
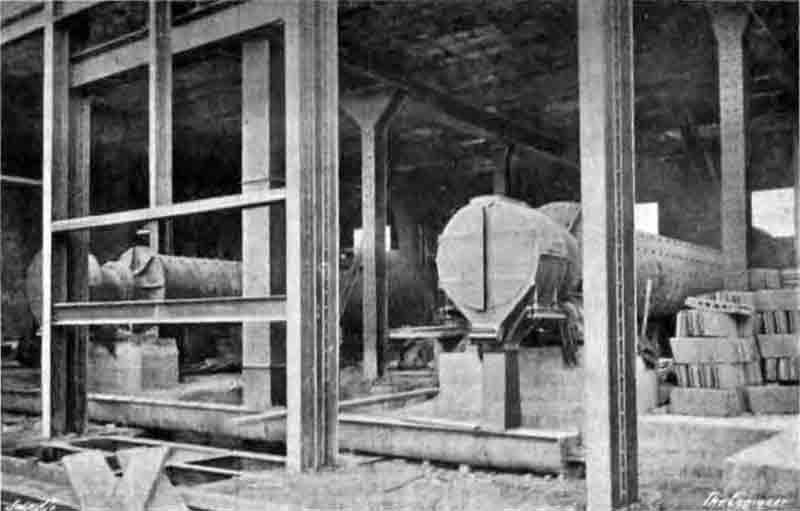 Fig. 2: Tube mills under construction.
Fig. 2: Tube mills under construction.
 Figure 2: Arrangement of New Raw Material Plant. View in
Figure 2: Arrangement of New Raw Material Plant. View in